
Autor: Alexey Prosvetov, edevis GmbH
Zerstörungsfreie Schweissnahtprüfung
Die Nachfrage nach einer zerstörungsfreien Prüfung von Schweißnähten steigt, insbesondere im Bereich der Elektromobilität. Die von edevis entwickelte und implementierte Laserthermografie-Prüftechnik bietet eine schnelle, präzise und zuverlässige Lösung für die berührungslose und zerstörungsfreie Qualitätskontrolle von Schweißnähten im industriellen Umfeld.
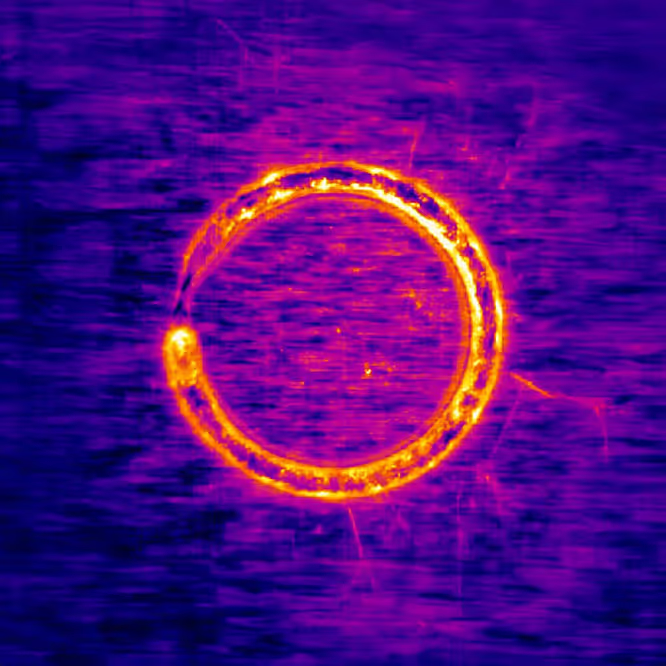
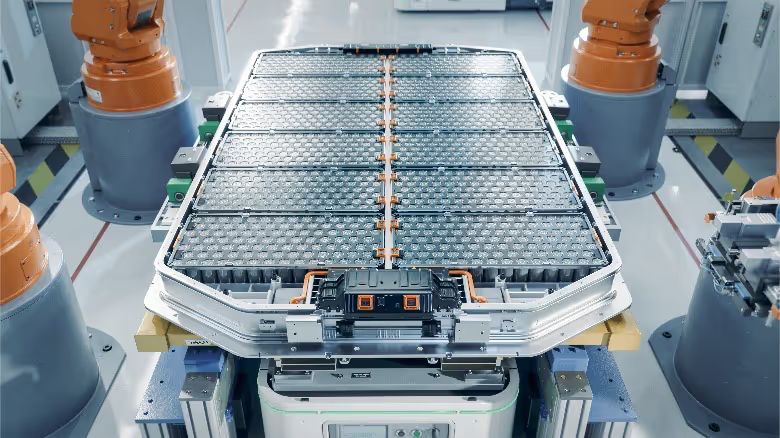
Abbildung 1: EV-Antriebsbatteriepaket
Inhalt
Einleitung
In der Automobilindustrie vollzieht sich derzeit ein Wandel hin zu Elektrofahrzeugen. Batterien sind das Herzstück dieser Fahrzeuge. Ihre Effizienz und Zuverlässigkeit sind entscheidend für den Erfolg der Elektromobilität. In diesem Zusammenhang werden die Prozesse der Batterieherstellung und die Qualitätssicherung immer wichtiger. Die Schweißnähte der Zellverbinder stehen dabei besonders im Fokus, da sie für die elektrische und mechanische Integrität der Batterien entscheidend sind. Da in einer Traktionsbatterie zahlreiche einzelne Batteriezellen miteinander verbunden werden (Abbildung 1), ist die Qualitätssicherung der Zellverbinder von großer Bedeutung.
Hintergrund
Die Inline-Steuerung des Schweißprozesses ermöglicht eine kontinuierliche Überwachung und Anpassung während der Produktion. Obwohl sie viele Vorteile bietet, insbesondere im Hinblick auf die Echtzeitüberwachung und Prozessoptimierung, hat sie auch einige Einschränkungen, die zu unvollständigen Informationen über die Qualität der Schweißnähte führen können. So kann nur eine begrenzte Anzahl von Parametern überwacht werden, wie z. B. die Laserleistung, die Schweißgeschwindigkeit und die Fokusposition. Diese Parameter allein reichen oft nicht aus, um eine vollständige Aussage über die Qualität der Schweißnaht zu treffen. Die mechanische Festigkeit der Verbindung und ihr elektrischer Widerstand sind die wichtigsten Kriterien für die Qualität der Schweißnähte der Zellverbinder. Sie werden von Faktoren wie den geometrischen Eigenschaften der Naht, der Schweißtiefe und internen Materialfehlern beeinflusst, die über die Inline-Prozesskontrolle nicht zugänglich sind. Eine zusätzliche Prüfung nach dem Schweißen kann hilfreich sein, da sie eine detaillierte und umfassende Beurteilung der Schweißqualität ermöglicht. Eine Sichtprüfung kann die Schweißnahtunterhalb der Oberfläche nicht beurteilen. Elektrische Leitfähigkeitsmessungen sind aufgrund des hohen Übergangswiderstandeseiner Schweißnaht nicht zuverlässig genug. Mechanische Prüfungen sind kompliziert in der Durchführung und zerstörerisch bei einer minderwertigen Schweißnaht. Dies schließt die Möglichkeit einer vollständigen Inline-Bearbeitung und eines erneuten Schweißens im Falle eines anfänglichen Fehlers aus. Die Laserthermografie kann dieses Problem lösen und bietet eine sehr schnelle und äußerst genaue Methode zur Bewertung des Verbindungsbereichs, der die mechanische Festigkeit einer Schweißnaht beeinflusst. Der gemessene Wärmefluss korreliert in hohem Maße mit der elektrischen Leitfähigkeit und liefert ein klares und verständliches quantitatives Ergebnis für eine einzelne Schweißnaht. Das Prüfverfahren kann an ein breites Spektrum von Materialien und Geometrien angepasst werden. Damit bietet die Laserthermografie eine unvergleichliche Flexibilität und Effizienz für die Qualitätskontrolle bei der Herstellung hochwertiger Bauteile und Komponenten.
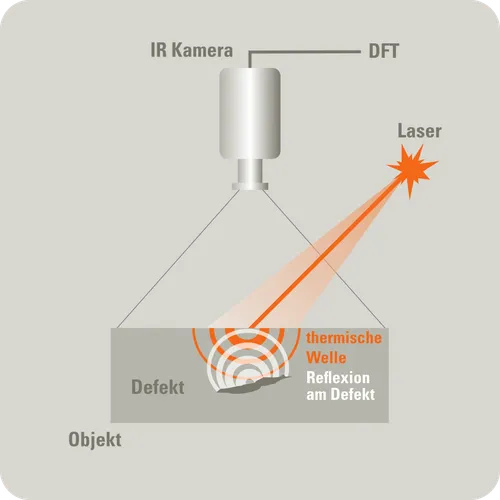
Abbildung 2: Prinzip der Laserthermografie
Konzept
Die Laserthermografie kombiniert Infrarot-Thermografie mit Laseranregung und gehört zur Kategorie der zerstörungsfreien Prüfung mittels aktiver Thermografie. Dieses bildgebende Verfahren nutzt die Wärmeflussanalyse, um effizient und berührungslos innere Eigenschaften, mögliche Materialfehler und die Qualität von Verbindungen zu prüfen. Der Laser bringt gezielt Wärme in die Schweißnähte ein, wobei der resultierende Wärmefluss durch die unterschiedlichen Werkstoffe und Verbindungsqualitäten beeinflusst wird (Abbildung 2).Eine hochauflösende Infrarotkamera erfasst die Wärmeverteilung in der Schweißnaht in Echtzeit. Durch die Korrelation zwischen Erwärmung und Abkühlung lässt sich feststellen, ob die Zellverbindungverbunden, teilweise verbunden oder nicht verbunden ist. Defektbehaftete Schweißnähte und Unregelmäßigkeiten lassen sich somit exakt identifizieren. Phasenbilder aus Laserthermografiemessungen machen den Wärmefluss im Prüfbereich sichtbar und liefern Informationen über strukturelle Veränderungen, die unter der Oberfläche verborgen sind. Im Vergleich zu optischen und thermischen Bildern sind Phasenbilder weniger empfindlich gegenüber Oberflächeneffekten und eignen sich für die Bewertung des tatsächlichen Verbindungsbereichs von Schweißnähten (Abbildung 3).
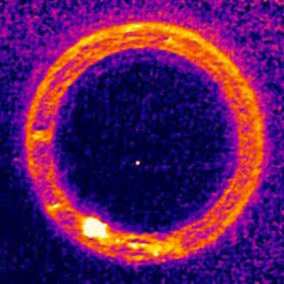


Abbildung 3: Bilder einer Aluminium-Stahl-Schweißnaht
Links: ein optisches Foto
Mitte: IR-Emissivitätsbild (Oberflächeninformation)
Rechts: Phasenbild (Tiefeninformation auf der Grundlage des Wärmeflusses)
Links: ein optisches Foto
Mitte: IR-Emissivitätsbild (Oberflächeninformation)
Rechts: Phasenbild (Tiefeninformation auf der Grundlage des Wärmeflusses)
Lösung
Das Kernstück der technischen Lösung INSIGHT-L (InfraredSubsurface Inspection with Guided Heat Transfer, Laser) ist die präzise optische und zeitliche Abstimmung von Laser und Infrarotkamera, realisiert mittels einer speziell entwickelten Elektronik und Software von edevis. Der gekapselte Inspektionskopf (Abbildung 4), der auf Robotern oder Portalen montiert werden kann, ermöglicht genau diese Kombination. Der Hochleistungslaser ist mit einer speziellen Fokussieroptik ausgestattet, die eine variable Ausleuchtung des zu prüfenden Objekts ermöglicht. Eine Hochleistungs-Infrarotkamera nutzt einen hochauflösenden, schnell auslesbaren Sensor zur genauen Erkennung von Wärmeströmen. Die IR-Kamera kann thermische Unterschiede von weniger als 20 mK bei Bildfrequenzen von bis zu 1000 Hz mit einer geometrischen Auflösung von ca. 50 μm erkennen. Ergänzt wird das Inspektionssystem durch das eigens entwickelte Softwarepaket DisplayImg, das verschiedene Bildverarbeitungsalgorithmen und künstliche Intelligenz für die automatisierte Auswertung der Messergebnisse und die Online-Unterscheidung zwischen OK und NOK-Schweißnähten nutzt. Das Inspektionssystem kann über SPS und industrielle Standard-Kommunikationsprotokolle, wie z. B. PROFINET, OPC UA und andere, in automatisierte Systeme integriert werden. INSIGHT-L kann zur Prüfung von Schweißnähten aus verschiedenen Materialien (z. B. Aluminium, Stahl, Kupfer) und Zellverbindern bis ~ 1 mm eingesetzt werden. Die von edevis entwickelten Laserthermografiesysteme werden bereits in mehr als 100 Anlagen in Europa, Asien und Amerika zur automatisierten Prüfung von Schweißnähten eingesetzt.

Abbildung 4: INSIGHT-L Prüfkopf mit aktivem Pilotlaser
Schlussfolgerung
INSIGHT-L ist eine thermografiebasierte Lösung für die berührungslose und zerstörungsfreie Prüfung und Qualitätssicherung von Schweißnähten. Sie ermöglicht eine quantitative Beurteilung von Schweißverbindungen. Die Wettbewerbsvorteile gegenüber anderen Methoden machen den von edevis entwickelten INSIGHT-L zu einem ausgezeichneten Instrument für die automatisierte Qualitätskontrolle, das dazu beiträgt, Sicherheits-, Zuverlässigkeits-, Kosten- und Leistungsprobleme bei der Herstellung von Traktionsbatterien und anderen sicherheitsrelevanten Komponenten zu lösen.
Batterieprüfanlage
FAQ
Unsere häufig gestellten Fragen – einfach und schnell beantwortet.