
UTvis
Rissprüfung mit Ultraschall-angeregter Thermografie
UTvis ist das Prüfmodul von edevis für die zerstörungsfreie Detektion von Rissen und Grenzflächenfehlern – basierend auf aktiver Thermografie mit Ultraschallanregung. Die Methode ist besonders effektiv bei metallischen und faserverstärkten Werkstoffen und lässt sich in Labor- wie Produktionsumgebungen integrieren.
Anwendungen
- Rissprüfung an Guss-, Schmiede- und Strukturteile
- Anbindungsprüfung in Hybridstrukturen
- Erkennung von Korrosion und Reibungszonen
- Prüfung von Klebe- und Fügeverbindungen
- CFK / GFK: Delamination, Impacts, Einschlüsse
- Fehlerdetektion in Verbundmaterialien
Vorteile von UTvis
- Besonders geeignet zur Rissdetektion in Metallen & Verbundwerkstoffen
- Kontaktlose, defektselektive Prüfmethode
- Hohe Eindringtiefe bei gleichzeitig hoher Auflösung
- Phasenanalyse reduziert Oberflächenartefakte
- Auch bei rauer Oberfläche oder komplexer Geometrie anwendbar
- Automatisierbar und inlinefähig
So funktioniert die Prüfung mit UTvis
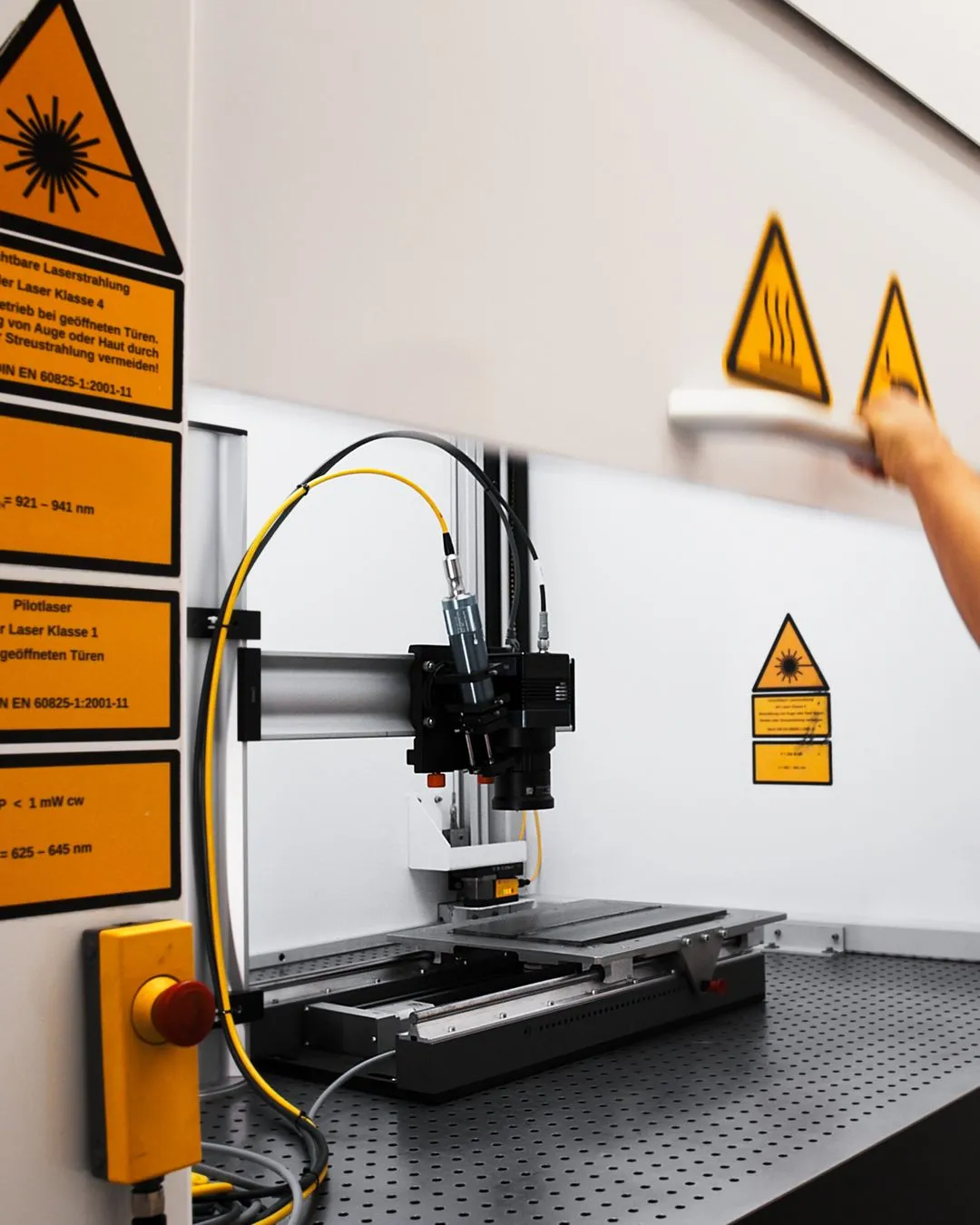
UTvis-Systeme arbeiten mit der Methode der Ultraschall-angeregten Thermografie. Dabei wird das Bauteil mit einem Hochleistungs-Ultraschall angeregt. Risse, Reibzonen oder Grenzflächenfehler führen zu Energieverlusten durch lokale Reibung – diese erzeugen thermische „Hot Spots“, die mit einer Infrarotkamera sichtbar gemacht und softwaregestützt ausgewertet werden.
Typischer Ablauf einer UTvis-Prüfung
1. Ultraschallanregung
Ein Leistungsgenerator erzeugt gepulsten oder modulierten Ultraschall, der über einen Wandler in das Bauteil eingekoppelt wird.
2. Wärmeerzeugung durch Reibung
Defekte Stellen verursachen Mikrobewegungen im Material – daraus entstehen punktuelle Erwärmungen.
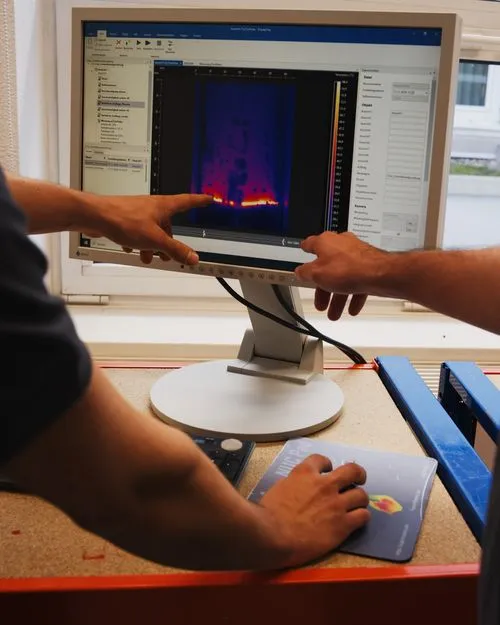
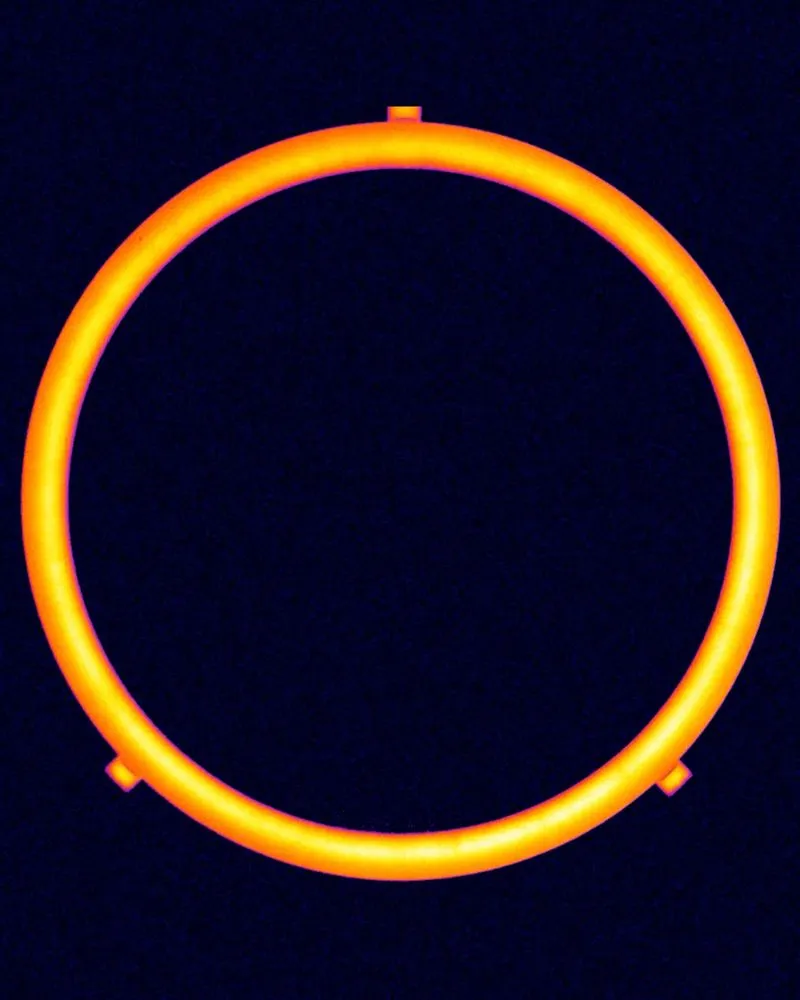
3. Erfassung mit Infrarotkamera
Die entstehenden Hot Spots werden mit einer IR-Kamera aufgenommen – entweder direkt oder mit Lockin-Verfahren.
4. Analyse per Fourier-Transformation
Phasen- und Amplitudenbilder machen die Fehler sichtbar und reduzieren störende Einflüsse wie Emissionsunterschiede.
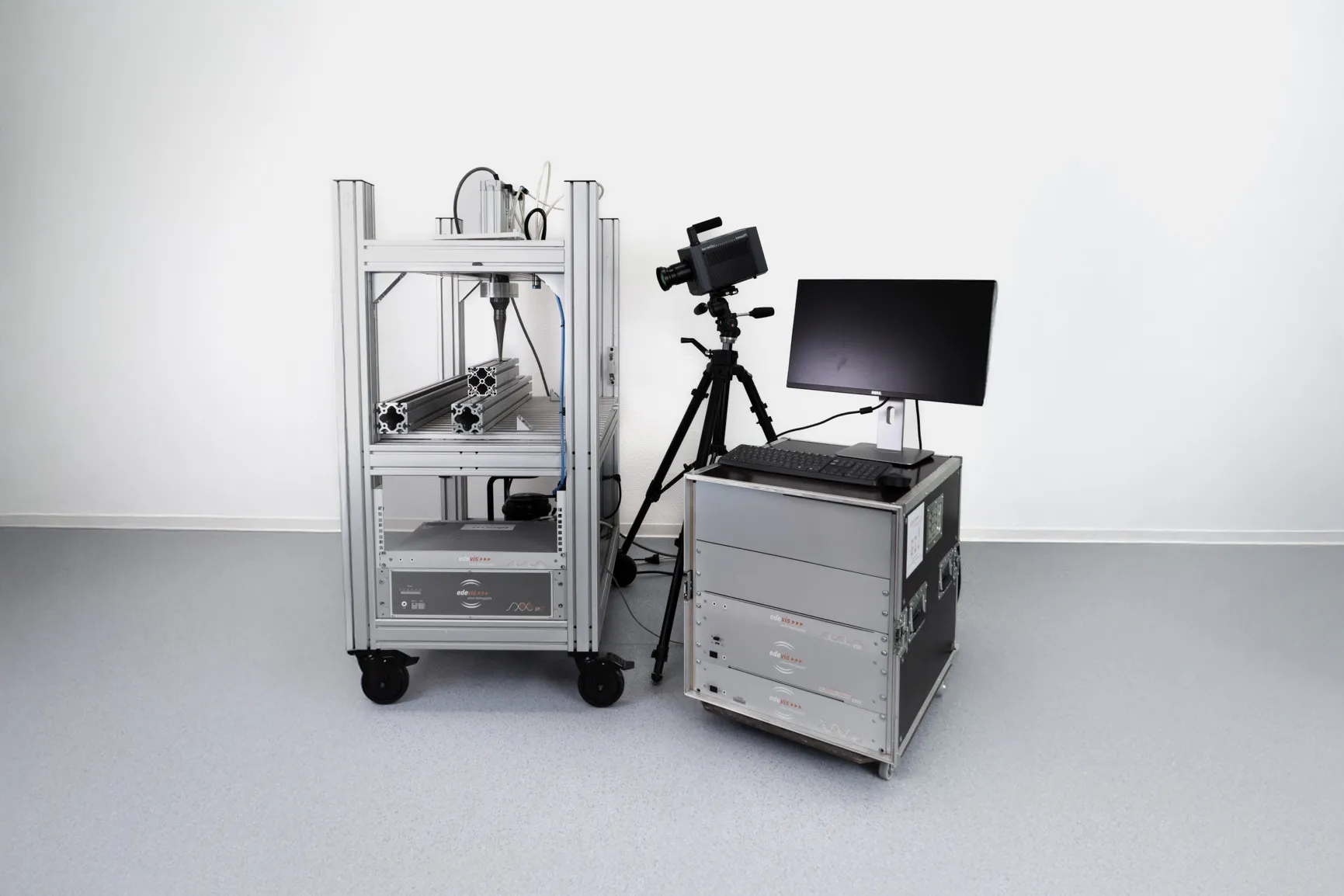
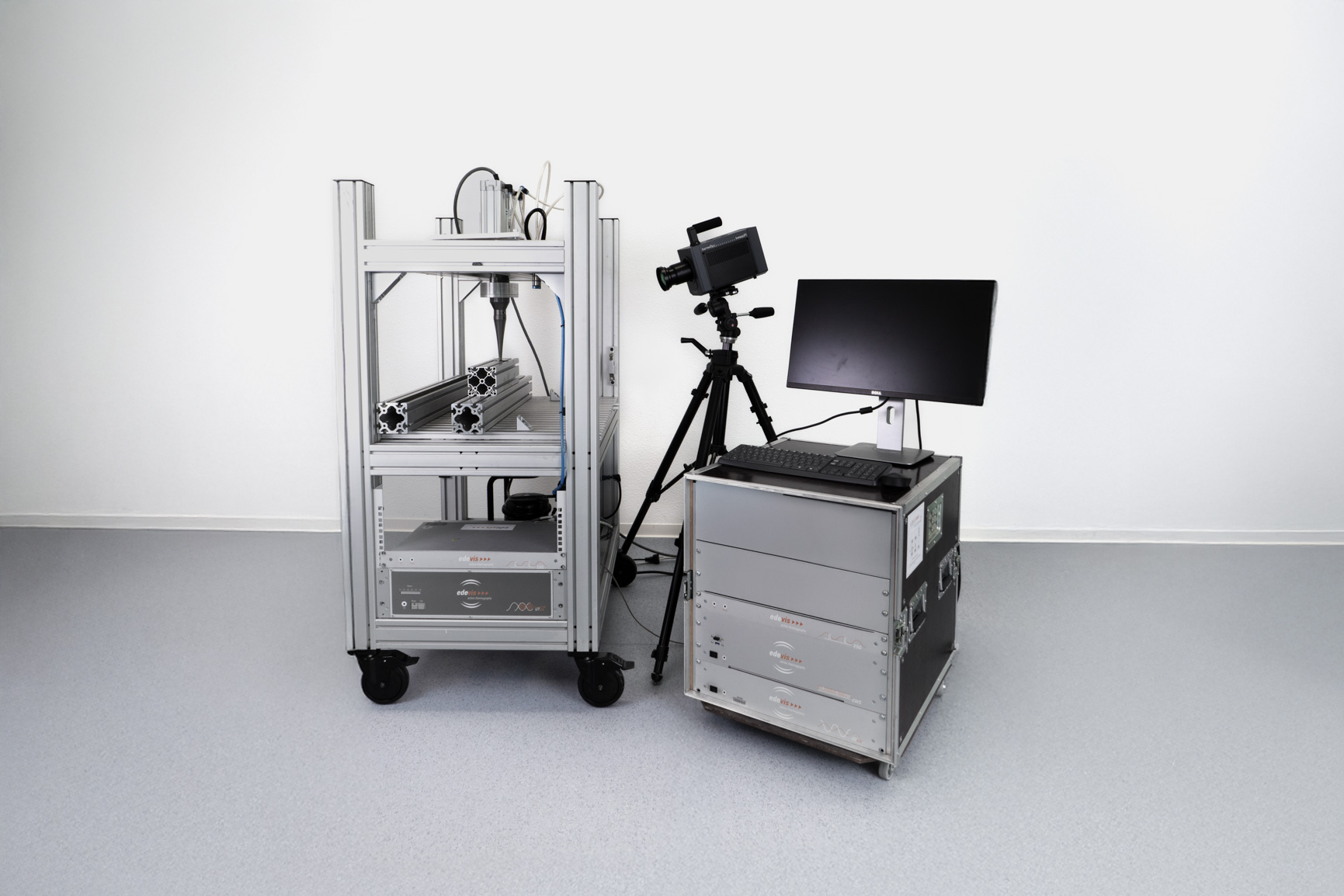
Modulares System
UTvis besteht aus:
- UTvis-Generator und Sonotrode
- Softwaremodul für Gerätesteuerung
- Tisch mit Halterung (optional)
Zusätzlich erforderlich:
- IR-Kamera mit MWIR- oder LWIR-Detektor
- ESG-Signalgenerator
- edevis-Software DisplayImg
- Prüfstand/Handhabungssystem (optional, für automatisierte Tests)
Das System kann sowohl für Labortests als auch für automatisierte Inline-Aufbauten verwendet werden.
- UTvis-Generator und Sonotrode
- Softwaremodul für Gerätesteuerung
- Tisch mit Halterung (optional)
Zusätzlich erforderlich:
- IR-Kamera mit MWIR- oder LWIR-Detektor
- ESG-Signalgenerator
- edevis-Software DisplayImg
- Prüfstand/Handhabungssystem (optional, für automatisierte Tests)
Das System kann sowohl für Labortests als auch für automatisierte Inline-Aufbauten verwendet werden.

Software zur Auswertung
DisplayImg Professional
- Steuerung der Lasereinheit & Kamera
- Phasenbildanalyse & Fourier-Auswertung
- Projektverwaltung, API-Anbindung
- Kompatibel mit allen edevis-Anregungsarten
DisplayImg Automation
- Flexibles Baukastensystem
- Aktive & passive Thermografie
- Automatische Datenerfassung
- OPC-Anbindung & SQL-Export
- Barcode-/DMC-Scanner
Unsere UTvis Systeme

UTvis
Das UTvis 4000 ist das leistungsstarke Prüfsystem für die zerstörungsfreie Detektion von Rissen, Delaminationen und Anbindungsfehlern. Mit bis zu 4 kW Anregungsleistung und modernster Infrarottechnologie erkennt es selbst feinste Defekte – zuverlässig, berührungslos und materialschonend.
UTvis 4000
Mehr erfahren






FAQ
Unsere häufig gestellten Fragen – einfach und schnell beantwortet.
Ist UTvis für automatisierte Prüfprozesse geeignet?
Ist für die Ultraschallanregung ein direkter Kontakt notwendig?
Welche Fehlerarten kann UTvis erkennen?
Wie tief kann UTvis in das Material "hineinschauen"?
Wie unterscheidet sich UTvis von anderen Anregungsverfahren wie OTvis oder PTvis?
Produkt Anfragen
Nachricht gesendet!
Oops! Something went wrong while submitting the form.