
UTvis
Crack Detection Using Ultrasound-excited Thermography
UTvis is edevis testing module for non-destructive detection of cracks and interface defects – based on active thermography with ultrasonic excitation. The method is especially effective for metallic and fiber-reinforced materials, and can be integrated into both laboratory and production environments.
Applications
- Crack detection in cast, forged, and structural components
- Bonding inspection in hybrid structures
- Detection of corrosion and friction zones
- Inspection of adhesive and joining connections
- CFRP / GFRP: Delamination, impacts, inclusions
- Defect detection in composite materials
Advantages of UTvis
- Particularly suitable for crack detection in metals and composite materials
- Non-contact, defect-selective inspection method
- High penetration depth combined with high resolution
- Phase analysis reduces surface artifacts
- Applicable even on rough surfaces or complex geometries
- Automatable and suitable for inline integration
How does inspection with UTvis work?
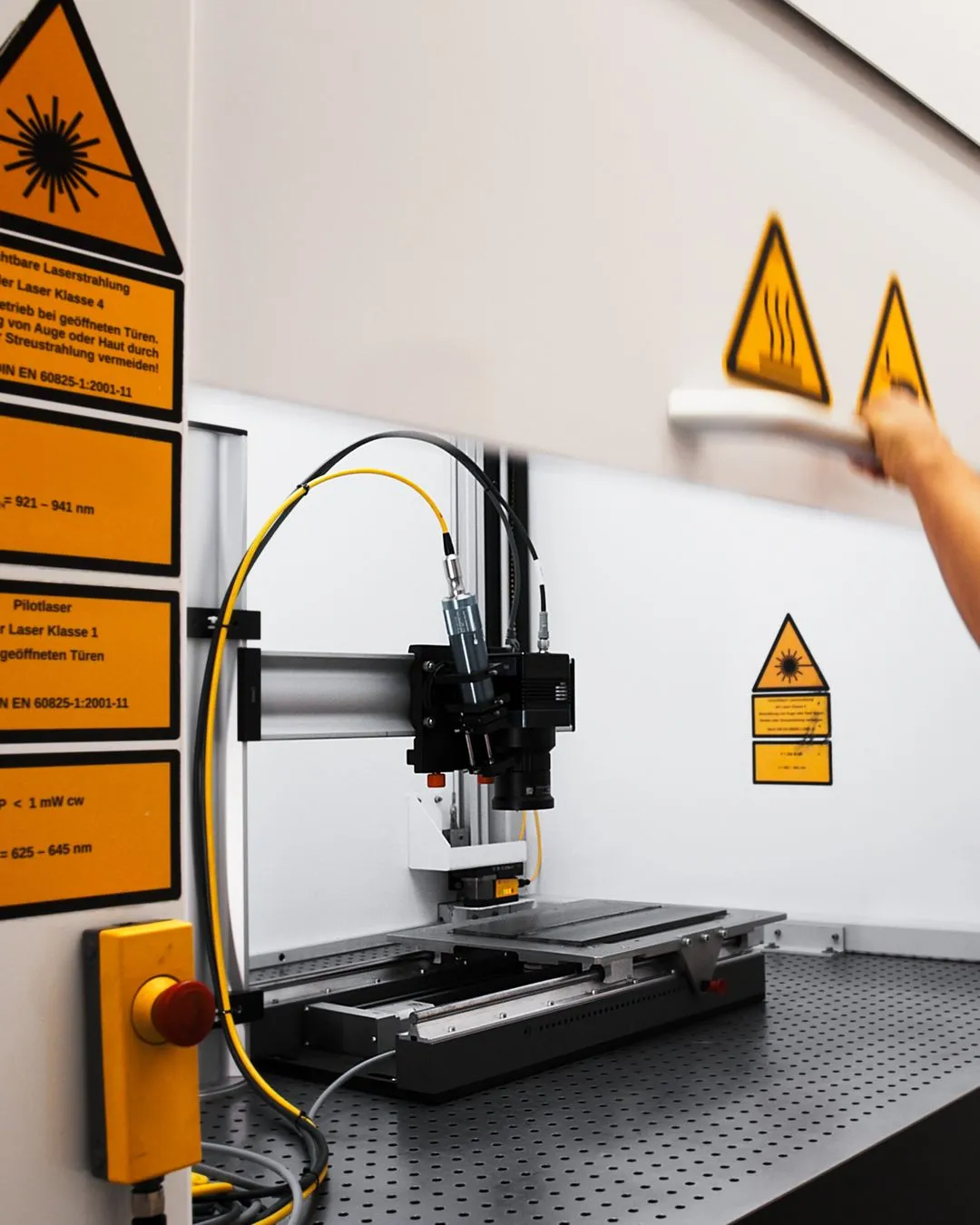
UTvis systems operate using ultrasound-exciated thermography. A high-power ultrasonic signal excites the test part. Cracks, friction zones, or interface defects cause localized energy dissipation due to friction – creating thermal “hot spots” that are captured using an infrared camera and analyzed via software.
Typical Procedure of a UTvis Inspection
1. Ultrasonic Excitation
A power generator produces pulsed or modulated ultrasound, which is coupled into the component via a transducer.
2. Friction-Induced Heat Generation
Defective areas cause micro-movements within the material, resulting in localized heating.
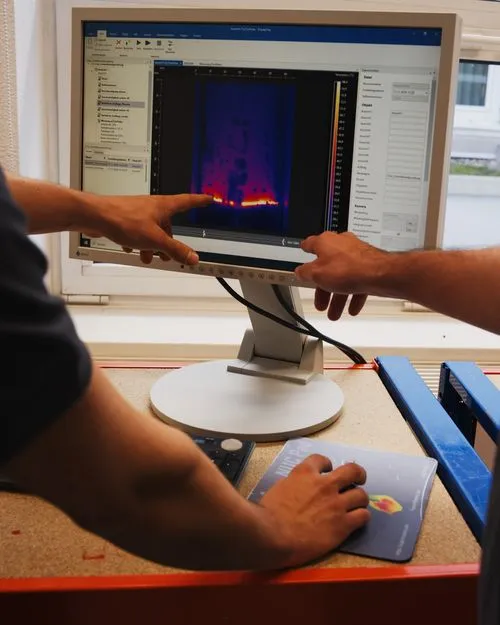
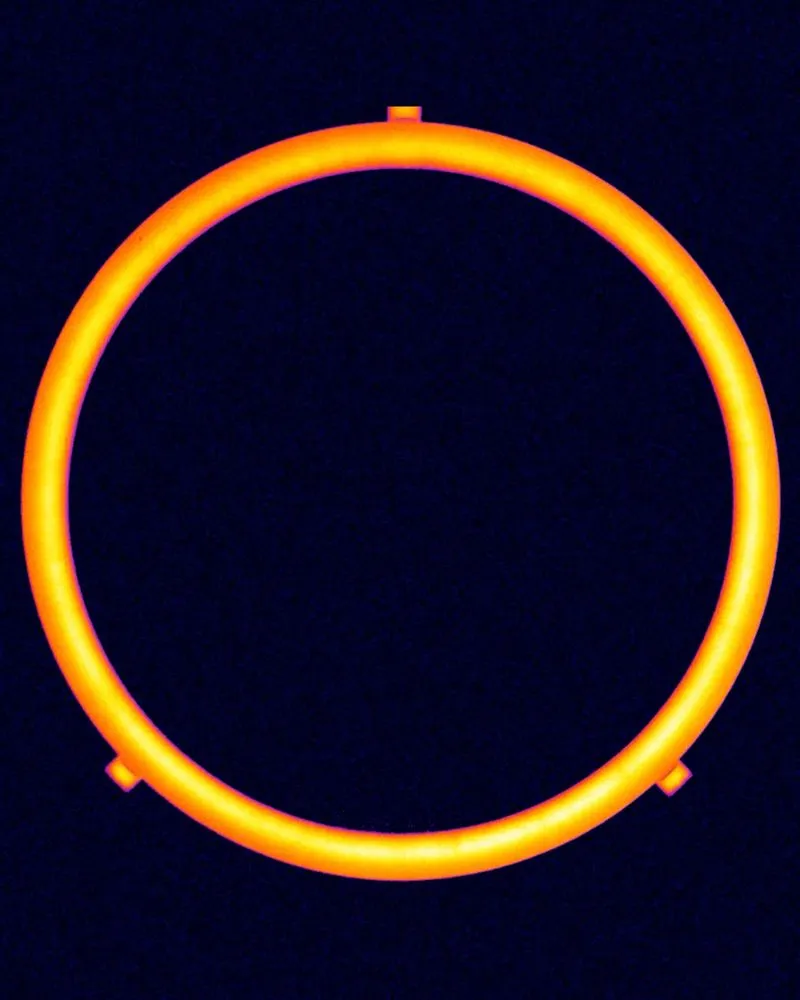
3. Thermal Imaging via Infrared Camera
The resulting hot spots are captured by an IR camera – either directly or using the lock-in method.
4. Analysis via Fourier Transformation
Phase and amplitude images reveal defects and reduce interfering factors such as emission differences.
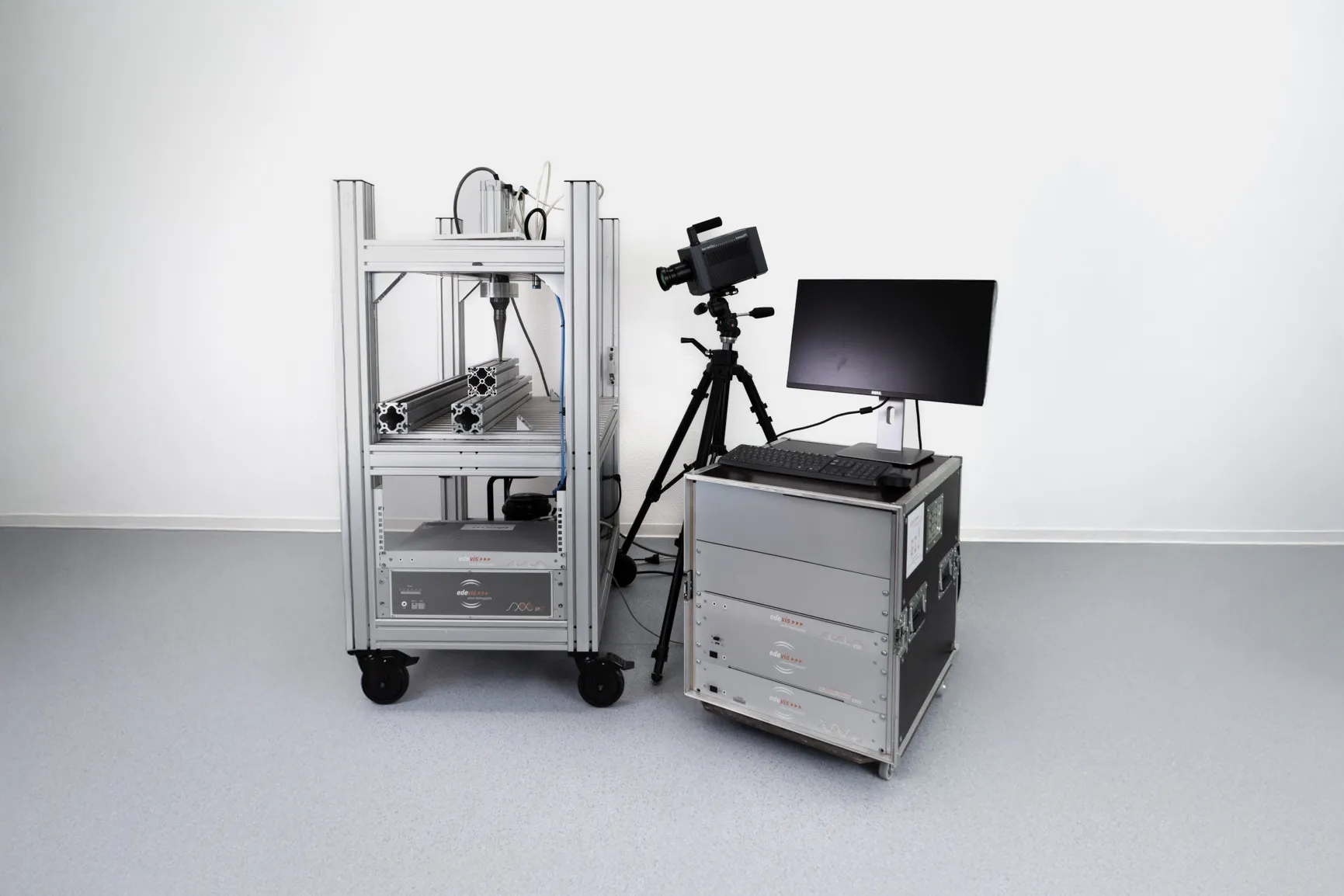
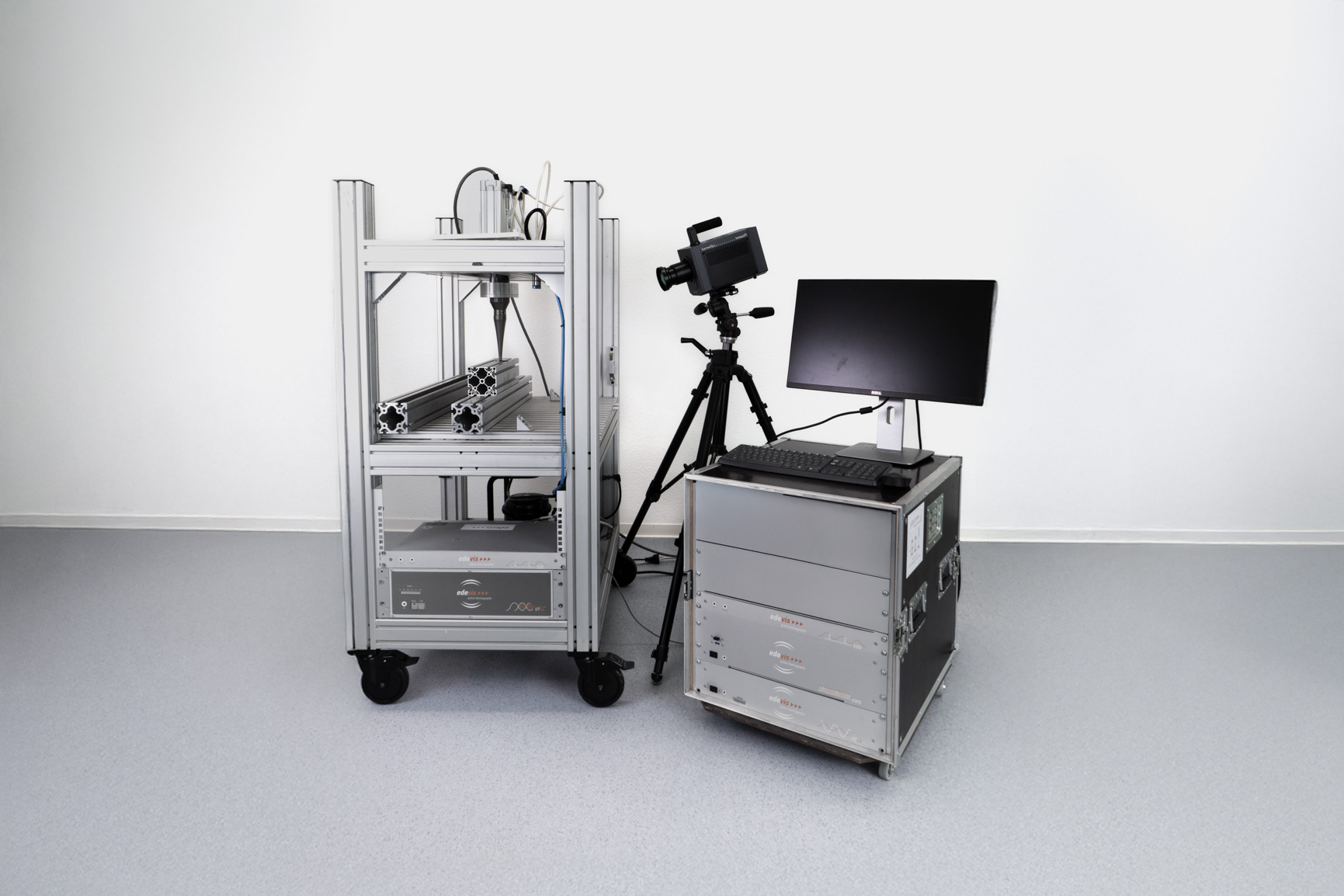
Modular System
UTvis consists of:
- UTvis generator
- Sonotrode, booster, horn with pneumatic clamping system
- Software module for device control
- Table stand (optional)
Also needed:
- IR camera with MWIR or LWIR detector
- ESG signal generator
- edevis software DisplayImg
- Test bench/handling system (optional, for automated testing)
The system can be used for both laboratory testing and automated inline setups.
- UTvis generator
- Sonotrode, booster, horn with pneumatic clamping system
- Software module for device control
- Table stand (optional)
Also needed:
- IR camera with MWIR or LWIR detector
- ESG signal generator
- edevis software DisplayImg
- Test bench/handling system (optional, for automated testing)
The system can be used for both laboratory testing and automated inline setups.

Evaluation software:
DisplayImg Professional
- Control of laser unit & camera
- Phase image analysis & Fourier evaluation
- Project management, API integration
- Compatible with all edevis excitation types
DisplayImg Automation
- Flexible modular system
- Active & passive thermography
- Automated data acquisition
- OPC connection & SQL export
- Barcode/DMC scanner








FAQ
Our frequently asked questions — answered quickly and easily.
How deep can UTvis 'look' into the material?
How does UTvis differ from other excitation methods like OTvis or PTvis?
Is UTvis suitable for automated inspection processes?
Is direct contact required for ultrasonic excitation?
What types of defects can UTvis detect?
Product inquiries
Message sent!
Oops! Something went wrong while submitting the form.