
Ultrasound-excited thermography
A component is mechanically excited with ultrasound. Friction in microcracks or defects generates heat, which is made visible by infrared. Ideal for detecting microcracks, delaminations, or adhesive failures.

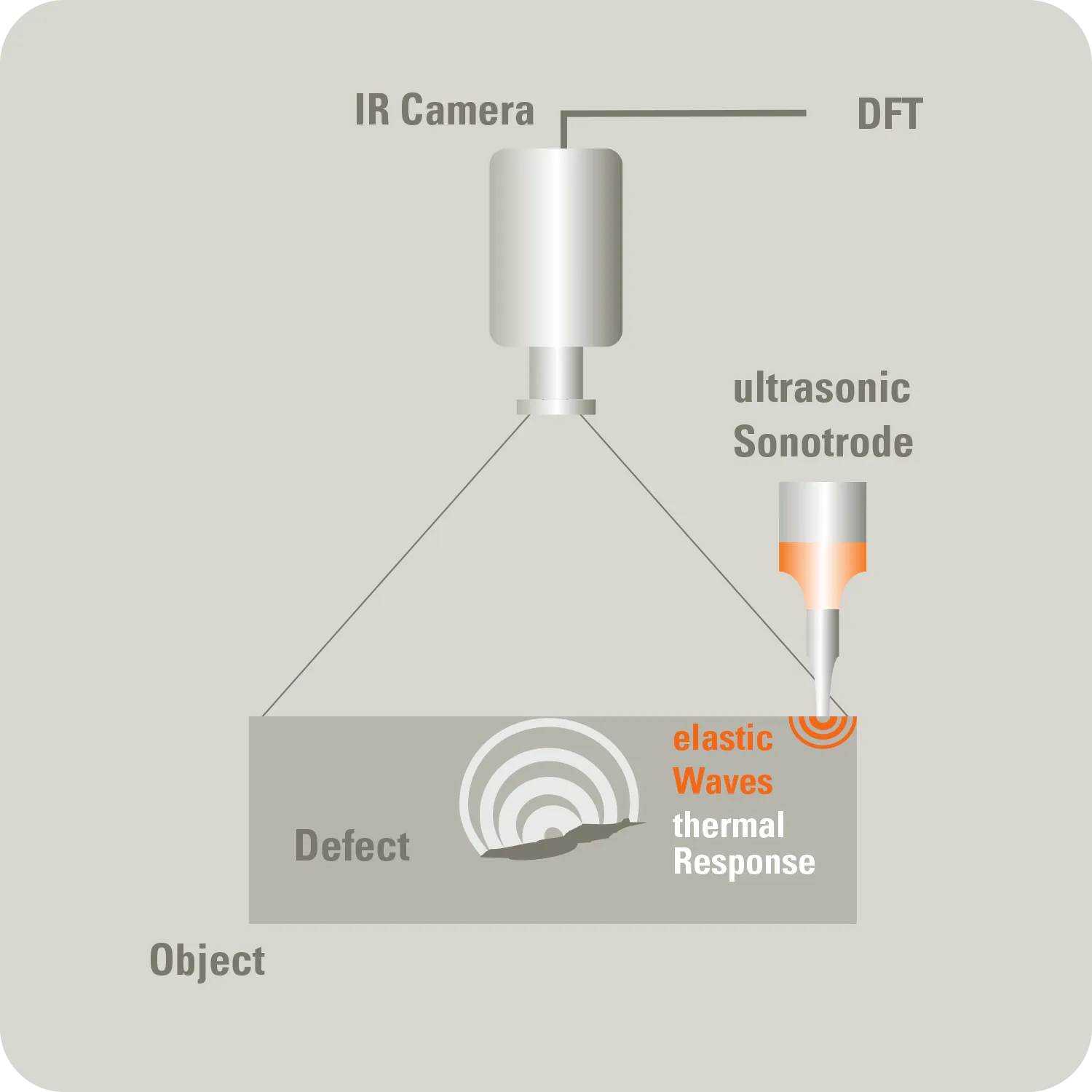
What is ultrasound-excited thermography?
The resulting heat signal is recorded by an IR camera. A Fourier transformation then generates a phase image that visually highlights the defects — independent of surface structure, material emissivity, or environmental influences.
Benefits
Defect-selective. Heat is preferably generated at real faults.
Very quick – only seconds per contact point.
High sensitivity even subsurface.
Robust against emissivity and surface gloss.
Can be automated using portal or robot systems and delivers reproducible results.
Applications
Microcracks and fatigue cracks in metals/castings
Delaminations in CFRP/GFRP, Sandwich, GLARE
Glue failure and kissing bonds
welding/spot seam inspection, spot weld screening
Gears, axles, sheets, die-cast parts
Test setup – movement & excitation
Select excitation

Typical applications
- Microcracks and fatigue cracks in metals and castings
- Delaminations in CFRP/GFRP, GLARE®, sandwich structures
- Kissing bonds and adhesion defects in bonded joints
- Spot weld and seam weld inspection
- Structural components in aerospace, automotive, and energy sectors
Advantages
Depth-selective and robust defect detection with high SNR through synchronized phase/amplitude evaluation under reproducible coupling conditions.

Typical applications
- Fast scanning of contact points in series production
- Crack screening in gears, shafts, and sheets
- Debonds in adhesive and sandwich structures
- Impact damage in composite components
Advantages
Very short inspection times per contact point with high defect contrast in the transient response, while maintaining controlled heat input.
Still unclear whether we can test your product?
In a short initial consultation, we will explain how we can provide you with useful support with thermography — clearly, transparently and without obligation.
FAQ
Our frequently asked questions — answered quickly and easily.