
Autor: Alexey Prosvetov, edevis GmbH
Non-destructive weld seam testing
Nowadays there is an increasing demand for non-destructive inspection of welds, especially in the field of e-mobility. Defects in battery connections raise safety concerns, as well as have an impact on the efficiency and production costs of new electric cars. The laser thermography inspection technique developed and implemented by edevis provides a fast, precise, and reliable solution for non-contact and non-destructive quality control in an industrial environment.
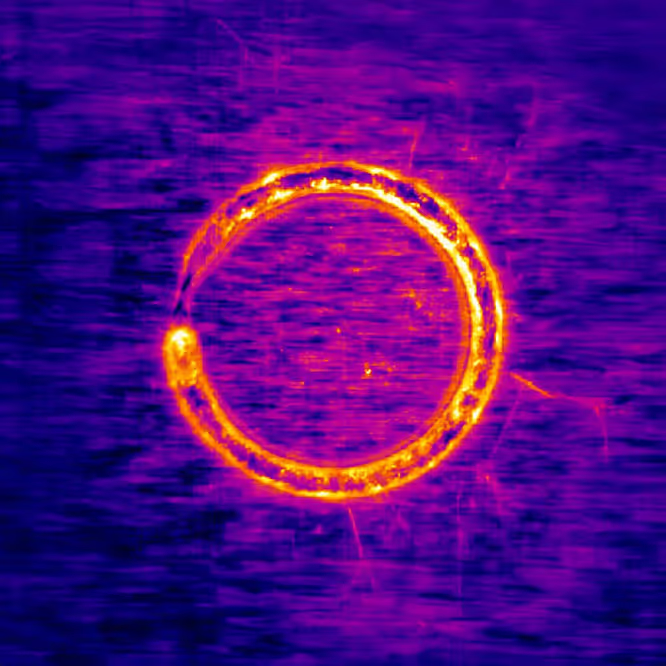
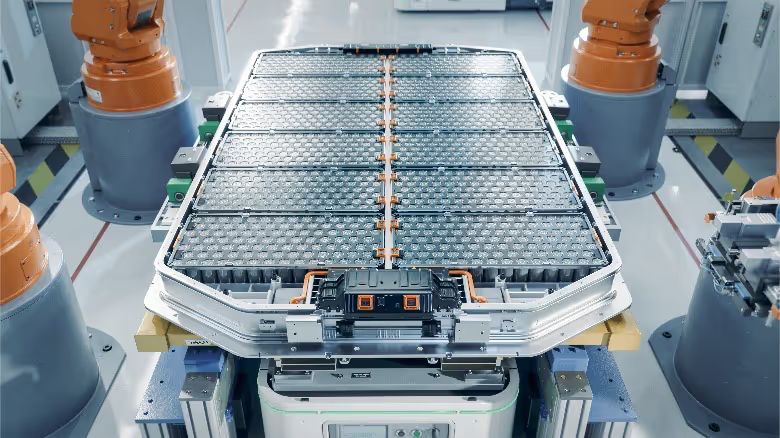
Figure 1: An EV traction battery pack
contents
Introduction
The automotive industry is currently experiencing a shift towards electric vehicles. Batteries are at the heart of these vehicles, and their efficiency and reliability are crucial to the success of electromobility. In this context, battery manufacturing processes and quality assurance are becoming increasingly important. Cell connector welds are a particular focus as they are crucial to the electrical and mechanical integrity of the batteries. As numerous individual battery cells are connected in a traction battery (Figure 1), the quality assurance of the cell connectors is highly relevant.
Background
Inline operation control of the welding process provides continuous monitoring and adjustment during production. Although it offers many advantages, especially in terms of real-time monitoring and process optimization, it also has some limitations that can lead to incomplete information about the quality of the welds. Only a limited number of parameters can be monitored, such as laser power, welding speed, and focus position. These parameters alone are often not sufficient to make a complete statement about the quality of the weld. The mechanical strength of the joint and its electrical resistance are the most important criteria for the quality of the cell connector welds. They are influenced by factors such as the geometric properties of the seam, weld depth, and internal material defects that are not accessible via in-line process control. Additional post-weld inspection can help by providing a detailed and comprehensive assessment of the weld quality. Visual inspection cannot evaluate the joint below the surface. Electrical conductivity measurements are unreliable due to the high contact resistance of a weld seam. Mechanical testing is complicated in operation, as well as destructive for a low quality weld, which eliminates the option of complete inline processing and re-welding in case of initial failure. Laser thermography can overcome this and provide a very fast and extremely accurate way to evaluate the area of the connecting surface affecting the mechanical strength of a weld seam.The measured heat flow is highly correlated with the electrical conductivity, providing a clear and comprehensible quantitative characteristic of an individual seam. The inspection process can be adapted to a wide range of materials and geometries. As a result, laser thermography offers unparalleled flexibility and efficiency for quality control in the production of high-value components.
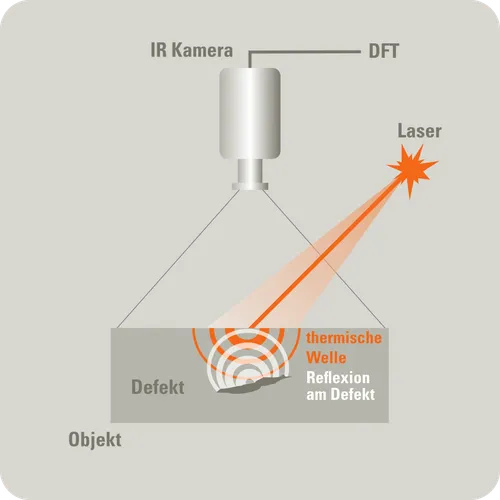
Figure 2: Principle of laser thermography
Concept
Laser thermography combines infrared thermography with laser excitation, and belongs to the category of non-destructive testing using active thermography. This imaging technique uses heatflow analysis to enable efficient and contactless inspection of internal properties, potential material defects, and the quality of joints. The laser applies targeted heat to the weld seams, whereby the resulting heat flow is influenced by the different materials and joint qualities (Figure 2). A high-resolution infrared camera records the heat distribution in the weld seam in real time. The correlation between heating and cooling makes it possible to determine whether the cell junction is bonded, partially bonded, or not bonded. Inadequate welds and irregularities can be accurately identified. Phase images from laser thermography measurements visualize the heat flow in the inspection area and provide information about structural variations hidden beneath the surface. In comparison to optical and thermal images, phase images are less sensitive to the surface effects and are suitable for evaluating of the actual joint area of welds (Figure 3).
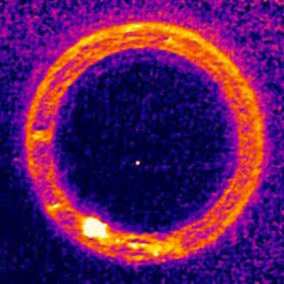


Figure 3: Images of an aluminum – steel weld seam
Left: an optical photo
Middle: IR emissivity image (surface information)
Right: phase image (subsurface information based on the heat flow)
Left: an optical photo
Middle: IR emissivity image (surface information)
Right: phase image (subsurface information based on the heat flow)
Solution
The core of the edevis INSIGHT-L (Infrared SubsurfaceInspection with Guided Heat Transfer, Laser) technical solutionis the precise optical and temporal coordination of laser and infrared camera, realized by specially developed electronics and software from edevis. Our encapsulated inspection head (Figure 4), which can be mounted on robots or gantries, enables this exact combination. The high-power laser is equipped with special focusing optics that allow variable illumination of the object to be inspected. A high-performance infrared camera uses a high resolution, fast-reading sensor for accurate heat flow detection. The IR camera can detect thermal differences of less than 20 mK at frame rates up to 1000 Hz with a geometric resolution of approx. 50 μm. The inspection system is complemented by the in-house developed software package DisplayImg, which uses various image processing algorithms and artificial intelligence for automated evaluation of the measurement results and online differentiation between OK and NOK samples. The inspection setup can be integrated into automated systems via PLC and standard industrial communication protocols, for example PROFINET, OPC UA, and others. INSIGHT-L can be used to inspect connectors made of various materials (e.g. aluminium, steel, copper) and with faceplate thicknesses of up to ~1 mm. Laser thermography systems developed by edevis have already been used for the automated inspection of weld seams at more than 100 installations in Europe, Asia, and the Americas.

Figure 4: INSIGHT-L test head with active pilot laser
Conclusion
INSIGHT-L is a thermography-based solution for non-contact and non-destructive testing and quality assurance of welds. It provides the necessary quantitative characteristic of welding joints. The competitive advantages over other methods make INSIGHT-L, developed by edevis, an excellent tool for automated quality control, helping to solve safety, reliability, cost and performance problems in the production of traction batteries and other relevant products.
Battery inspection facility
FAQ
Our frequently asked questions — answered quickly and easily.