
Laser thermography
A laser beam selectively heats a specific spot on the test object. The resulting heat propagation reveals even the finest surface and subsurface anomalies, making it particularly suitable for metals and coatings.
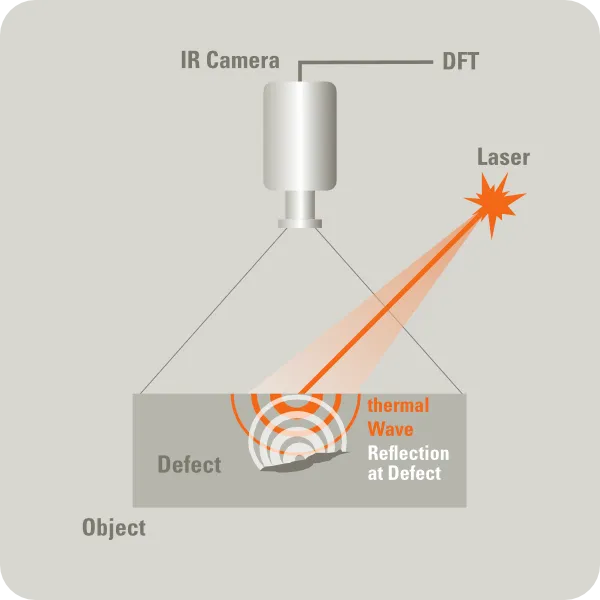
What is laser thermography?
Benefits
Non-destructive & contactless
Very high sensitivity (even with low or minor errors)
Exactly controllable energy input
Flexible use: individual testing or series line
Can be combined with scanners, robots, axis systems
Applications
Crack and delamination testing for metals, CFRP/GFRP & hybrid materials
Analysis of welds, joints and seals
Detection of abrasive burn & hardness zones, measurement of hardening depth
Inline testing in series (e.g. packaging, medical technology, CFRP decoating)
Material characterization & repair support, even for coated or historic materials
Test setup – movement & excitation
The method combines two aspects:
1. Movement mode
2. Excitation type
1. Select movement
Select excitation

-Very short inspection time (often < 1 second)
-Ideal for detecting deep-lying defects
-No movement required → perfect for delicate or small parts
-Works very well in combination with phase image evaluation
-Casting defects, voids, porosity
-Delaminations in CFRP or adhesive joints
-Components with unknown defect location

-Highest defect sensitivity
-Reproducible evaluation through phase imaging
-Ideal for material comparison or series inspections
-Effective even for very fine or deep defects
-Microcracks, fine delaminations
-CFRP, ceramics, thin coatings
-Comparative material analyses

-Very suitable for comparative measurements
-Clear temperature profile without interference
-Low complexity in implementation
-Ideal for sensitive materials or for long-term viewing
-Thermal analysis of layers or transitions
-Measurement of thermal conductivity or diffusion behavior
-Calibration of test parameters
How does laser scanning work exactly?
Still unclear whether we can test your product?
In a short initial consultation, we will explain how we can provide you with useful support with thermography — clearly, transparently and without obligation.
FAQ
Our frequently asked questions — answered quickly and easily.