Case Study
Leinfelden-Echterdingen,
The sealing compound testing
Fully thermographically check and secure contact areas.
Electronic components are often cast in high-temperature-resistant electrical casting compounds to protect against wear and tear in order to extend their service life. However: Defects in the sealing compound can lead to premature failure of components, such as the stators of electric motors. Random testing using laser scan thermography provides the best findings to avoid failures at this point.

Project Description
Application
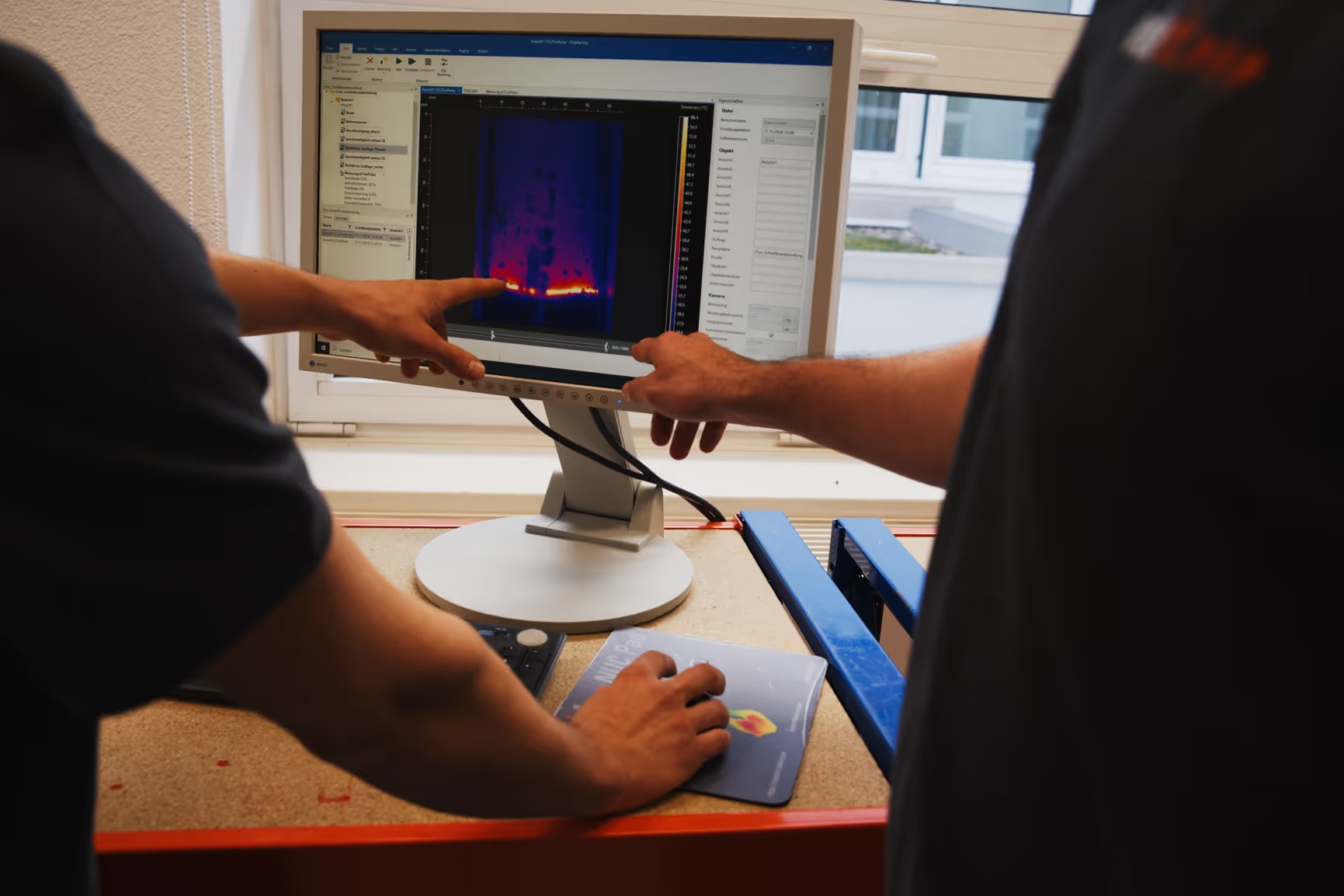
Electric motor stators are a good example of the performance of thermography testing for electronic components. The connections between the coil packs and the busbars in the stator are encapsulated with epoxy resin with the aim of reliably protecting them. In the production process, it is important to avoid bubbles and cracks in the casting compound as well as adhesion problems between the casting compound and the plastic tray. Random testing using laser scan thermography allows for the first time a non-destructive full inspection of components and therefore a disproportionately higher detection rate — fast and partially automated.
Benefits (for the customer)
In the past, stators were materialographically tested several times a day, i.e. sawed, ground and visually tested at predefined locations. However, this type of sample was extremely expensive and unreliable, as you can never know in advance which areas will have bubbles or cracks. Making the right cut here is like playing a lottery game. The customer no longer wanted to rely on “luck” or look for a “needle in a haystack.” With thermography, it is possible to examine components not only sectorally, but completely non-destructively. This increases the quality rate while reducing testing efforts and costs.
Task and solution
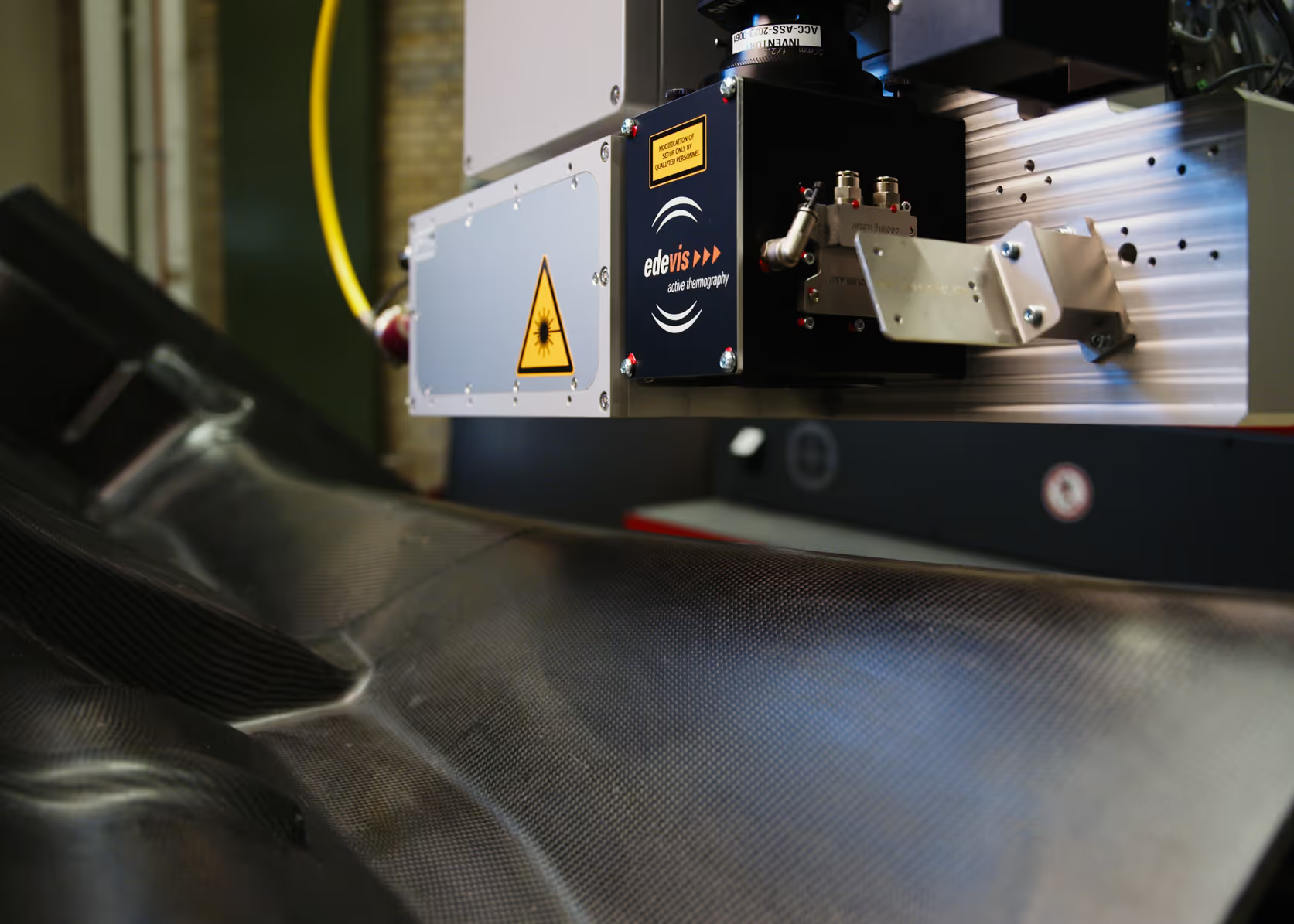
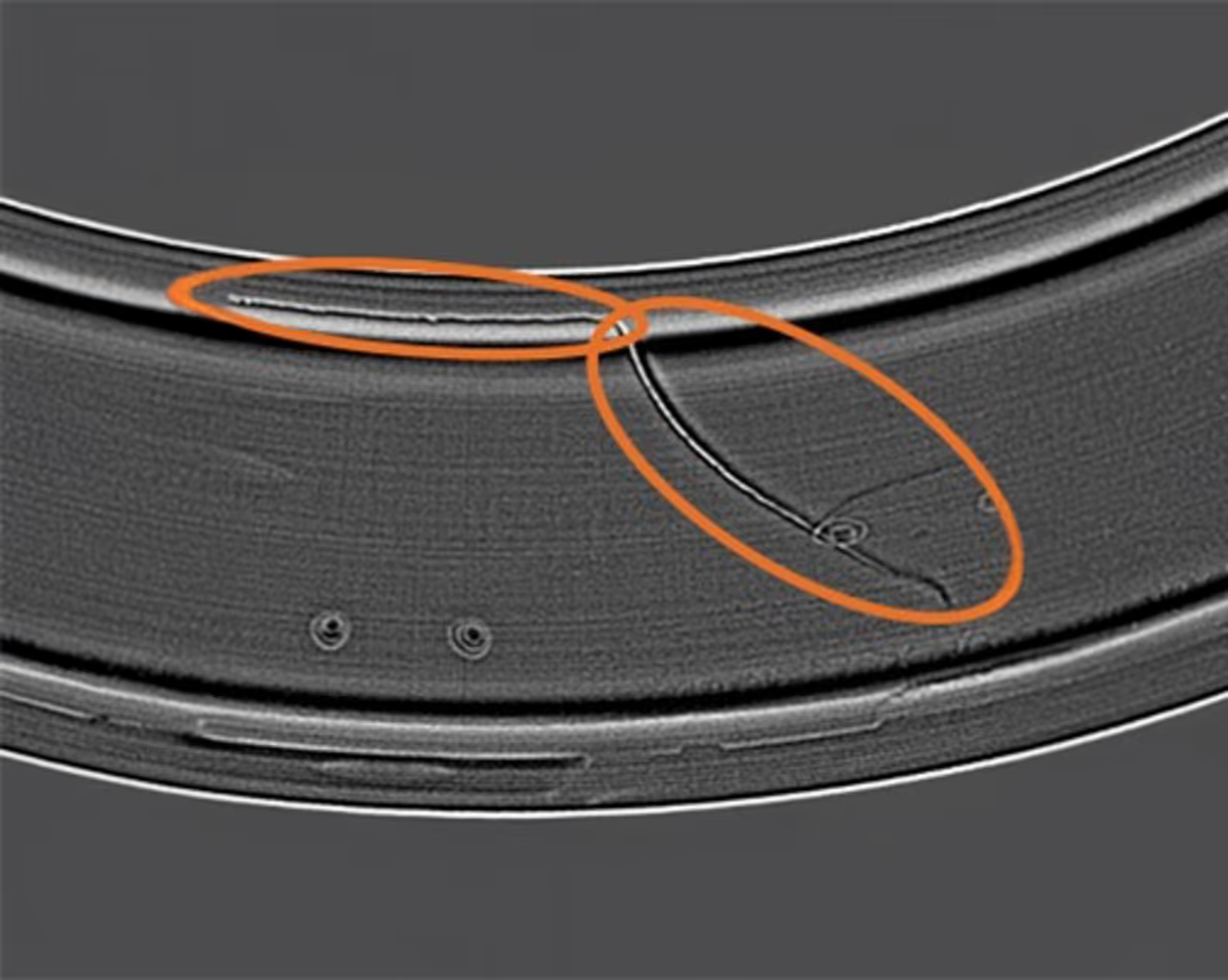
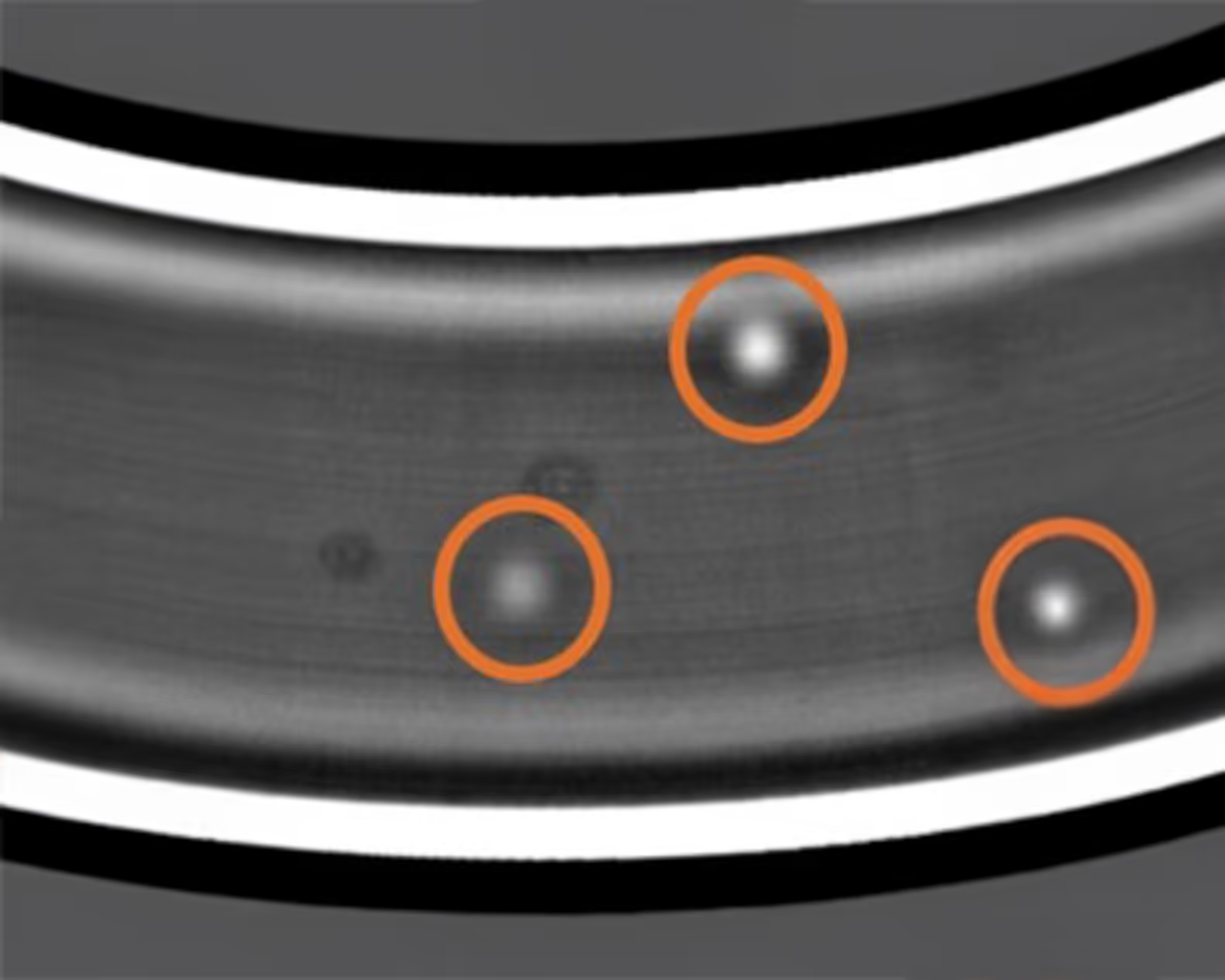
In a test bench, the components should be heated in a defined manner using laser light and fully examined with an infrared camera. For this purpose, a turntable was used, which allows the electrical component to rotate slowly under the camera. The heat introduced is spread in all three spatial directions. Bubbles, cracks and detachments stop the heat flow so that the heat builds up there and the defects are thus clearly detected. The test bench developed here takes around 10 minutes until the component is completely tested and approved, with the rotational speed being determined by the slow heat conduction of the epoxy resin. However, other test cycles are also possible.
Challenge
The first challenge with this application was in detail and in interpreting the tolerances. This is because the sealing compound is not required to be completely free from bubbles or cracks. Instead, errors at critical points must be compared with non-critical ones. In the vicinity of a contact, complete coverage is required, while small bubbles at a further distance are significantly less critical and can be tolerated. The second challenge was the properties of the various casting compounds and their processing process: After all, various electric motors are manufactured in production, such as external rotors or internal rotors. Accordingly, various sealing compounds are used, and the processing of the casting compounds also has an effect: Some processing machines produce potting with pronounced striae, while others produce only moderate streaks. This is not just a pure surface effect, but a volume effect. The inspector can take these local diffusivity deviations into account by comparing the thermographic representation of the surface with the representation of the defects at various points in the warm-up or cooling process and evaluating the component accordingly. Here, the software offers all the necessary tools for evaluation and evaluation as well as the necessary flexibility for the customer to teach new types of components independently.

Implementation
It all began with the feasibility study based on test parts, which the customer provided as a test. On this basis, edevis prepared the desired offer. In this case, edevis developed the entire test unit as a complete system and delivered it including a turntable, testing software and laser cabin. The testing system is now in the manufacturer's grinding room during series production. The reference customer was so satisfied with the implementation of the sealing compound test that he has now commissioned another plant for a subsidiary abroad.
FAQ
Our frequently asked questions — answered quickly and easily.