Case Study
Leinfelden-Echterdingen,
Glue correctly detected
Detect invisible adhesive defects at full cycle time
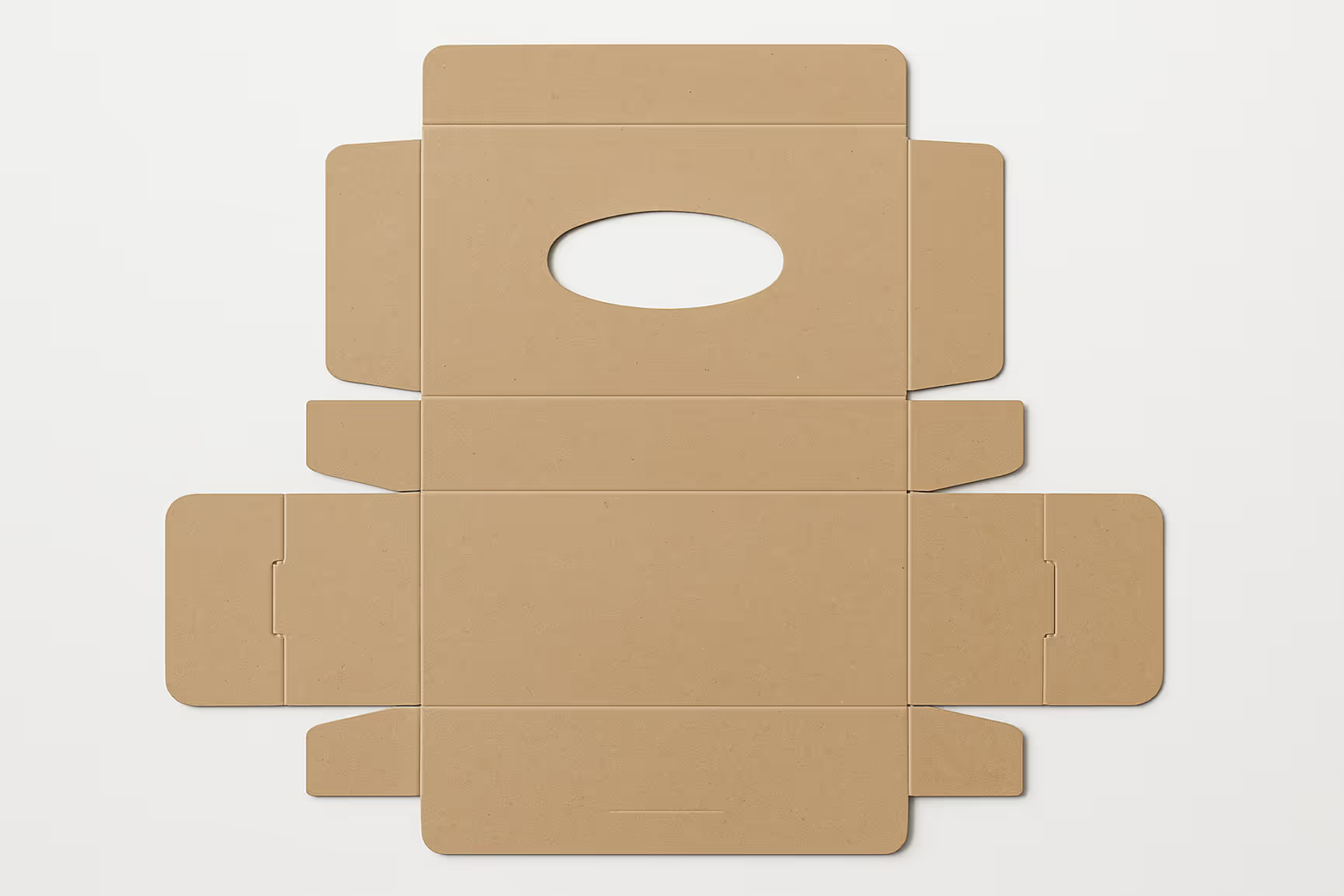
Cardboard boxes for cosmetic tissues are practical for consumers, but sometimes challenging for producers: the filigree cardboard boxes
are significantly stressed when the cloths are pulled out. Thermographic testing systems from edevis therefore ensure that the adhesive seams are present and correctly positioned. When glued, the containers are tested inline within a tenth of a second. Defective ones are sorted out. In general, adhesive, sealant or coating tests are ideal applications for thermographic processes.

Project Description
Application
In a packaging line, thin cardboard blanks are folded into small boxes and glued together. The adhesive application should be checked for presence and correct positioning. Since the cardboard box is already glued, the seam to be tested is hidden inside. Although the adhesive application could also be tested when open, it is only after the two surfaces have come together that it is ensured that the adhesive has been applied correctly. Thermography is therefore well suited for this test because it can capture the heat imprint of the adhesive through the cardboard in a true position and compare it with the sample image. This allows it to automatically decide within the cycle time whether the adhesive is okay (IO) or not okay (NIO).
Task
The task was to develop an inline test bench with an automated thermography testing process for the tissue containers. The test had to be integrated into the existing production line. The manufacturer wanted to be able to sort out faulty containers at the earliest stage in order to avoid unnecessary losses. Defective parts must be sorted out in good time before the next stage in the process.
Challenge
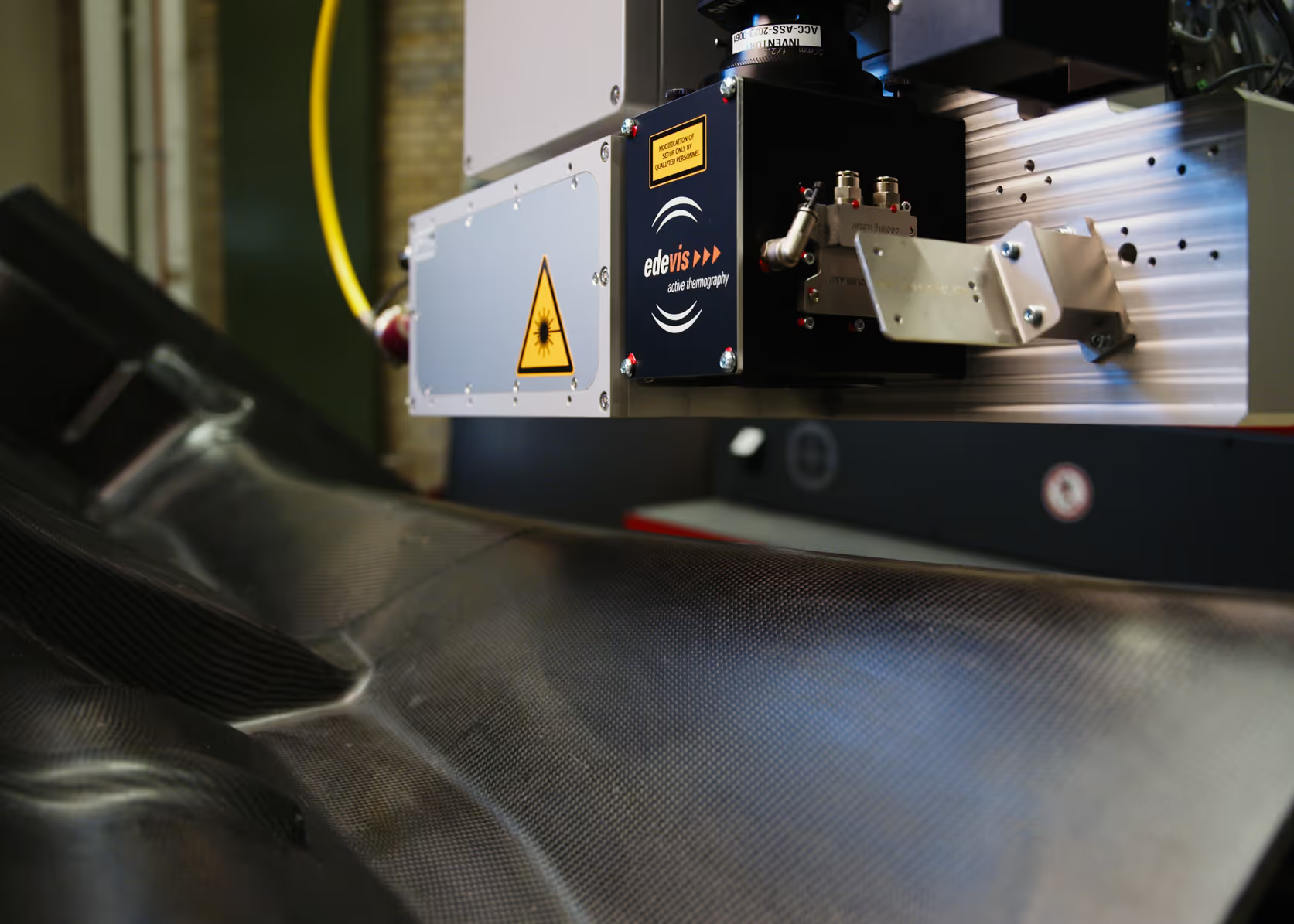
The particular challenge was the cycle time of around 10 boxes per second. This involves testing 6 adhesive seams per container, 3 on different sides. Two infrared cameras are used, whose data is processed simultaneously in real time. The edevis hardware and software is therefore able to evaluate the adhesive seam within 10 ms and to give a signal to sort out faulty parts immediately afterwards.
Solution
In order to meet the high challenges, edevis made significant optimizations when configuring the hardware and software. System-side latencies during data processing have been reduced to take cycle time into account. The software application was docked to the “real-time core” of the operating system as close to the Windows system as possible. The two infrared cameras, which were positioned on the right and left of the band, were developed in-house, as the infrared cameras available on the market did not meet the processing speed requirements against the background of a favourable cost requirement (see also our blog article on the subject of EdeCam). Even at high speed, the test system recognizes exactly whether the adhesive application has been distributed correctly and whether the other side has also docked. It therefore meets an important test requirement, namely to prevent unwanted rebound on the other side of the adhesive. Since both (hot) adhesive processes and paper fibers cannot be reliably standardized in all parameters, thermographic adhesive application testing after bonding has taken place is important.
Implementation
The Japanese customer provided samples that were used for a feasibility study. An offer was then created. The technical implementation was carried out together with the sales partner KEN Automation and the manufacturer of the packaging line. The connection to the higher-level control system was via fieldbus, in this case http://profi.net/, but other systems such as OPC OA or 24V I/O lines are also possible.

Machine learning
A central aspect of the project is the topic of machine learning, a precursor to artificial intelligence (AI). The test system learns which adhesive seam is okay (IO) or not okay (NIO) from the job. The customer can train this test independently by first producing and testing good parts under controlled conditions. The testing system learns what good parts look like and can identify and sort out deviations from them. Once this learning process has been completed in a stable manner, unwanted deviations in the production process can be quickly identified and corrected. Wherever pasty to liquid substances with a heat imprint are applied, thermography testing can do a good job. It is therefore suitable for industrial bonding, packaging technology, painting, coating, industrial sealants, plastic bonding, industrial resins, foodstuffs, and much more.
FAQ
Our frequently asked questions — answered quickly and easily.