Case Study
Leinfelden-Echterdingen,
Ceramic brake discs tested
Ensure a secure connection between the friction layer and the support body.
Ceramic brake discs ideally last an entire car life. Their production, and in particular the production of the friction layer for the brake discs, requires special know-how and consistent quality assurance. Part of this is testing with active thermography. The main aim here is to ensure that the friction layer is securely connected to the support body.

Project Description
Introduction
Ceramic brake discs are often easy to recognize on the vehicle by the yellow-painted brake calipers. With new developments, it is not so easy for a manufacturer to see whether the friction layer on the support body will really withstand all conditions. For this purpose, in addition to durability tests, including tests with lockin thermography, are being carried out. In order to ensure that the connection holds, you must also test the material properties below the surface in particular. Lock-in thermography is a well-suited testing method for this. Although the interface could also be analyzed using X-ray methods, this test would be much more complex and would take significantly longer.
Motivation
The friction layer is a ceramic material that is bonded to the carrier body. The bond between the two components is essential for the braking effect. Delaminations must be reliably detected in order to prevent them during the manufacturing process. edevis should help diagnose these processes using thermographic methods.


Solution
After production, the condition and quality of the brake discs are documented with zero measurements and a so-called lifetime file is created. The brake discs are then tested in endurance test benches and examined again and again for thermography test benches at certain intervals. This process ends when the desired number of cycles is reached (or when the test ring fails). The brake discs manufactured may vary in diameter and thickness depending on the type. The testing process is adjusted to this and tests the coatings of the panes on both sides. The results are documented in the test report, evaluated by the development department and fed back into the manufacturing process.
Challenge
The particular challenge that the manufacturer set for edevis also met with a strength of the thermography testing process: Detachment processes should be identified at an early stage before the friction layers fail. Although the interface of such a delamination is only a few micrometers thick, it is easy to find thermographically. The formation and development of detachments can thus be tracked and documented before damage occurs.
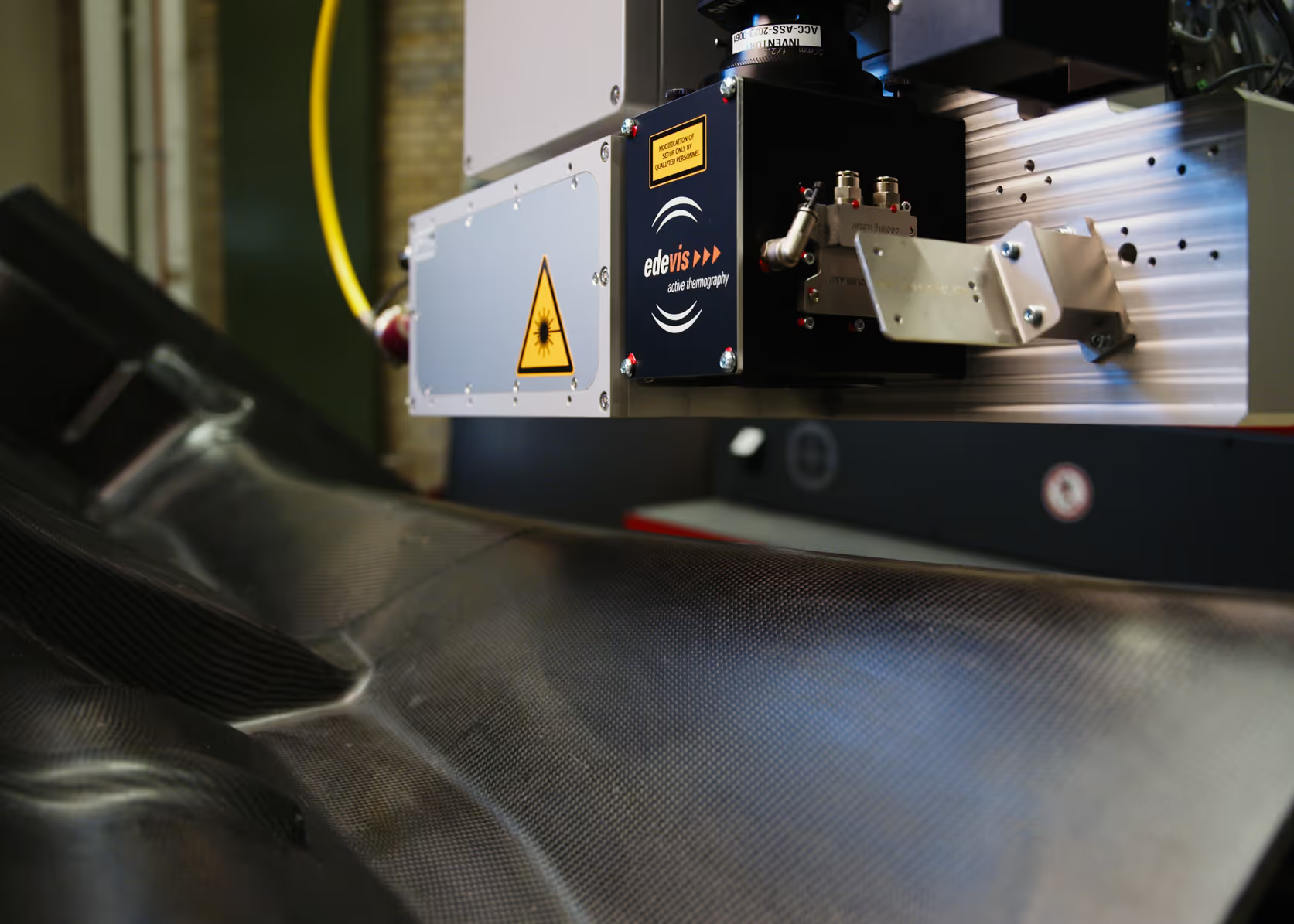
Implementation
The task of edevis was initially to carry out wage checks for the customer. As the project progressed, an easy-to-use test bench was developed, which is used by the customer and enables non-destructive and reproducible random sampling and validation tests.

FAQ
Our frequently asked questions — answered quickly and easily.