
Lock-in thermography
Precise defect analysis down to below the surface
Lock-in thermography excites components with periodically modulated heat input and records them with an infrared camera. From the measured image sequence, phase and amplitude images are generated that reliably reveal delaminations, air inclusions, bonding defects, or variations in material thickness, contactless, non-destructive, and suitable for inline use.

Lock-in thermography
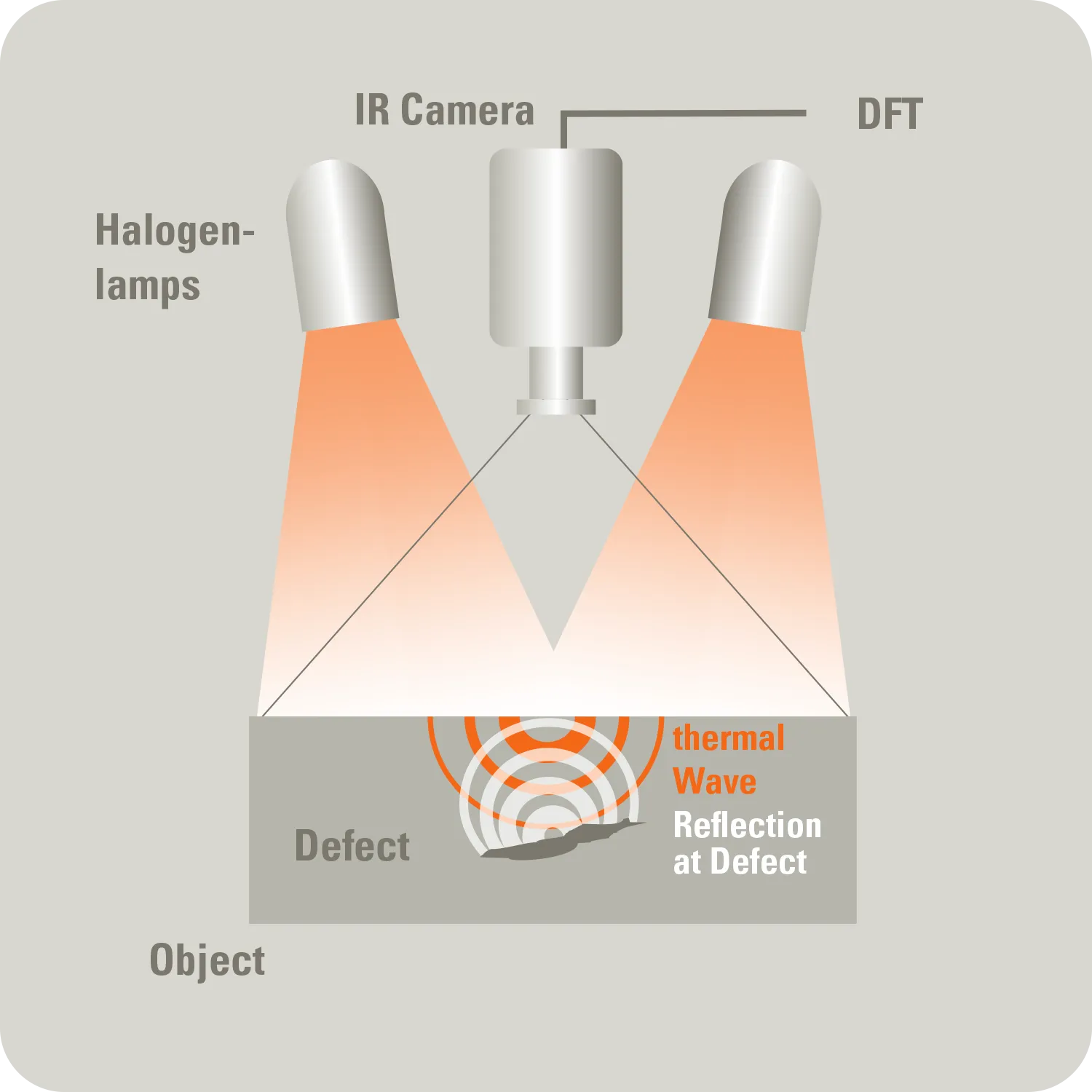
What is lock-in thermography? – Brief explanation
Benefits
Depth-resolved defect detection for typical composite/layered applications
Large-area inspections in a single pass (static setups)
Phase analysis reduces interference effects (emissivity/illumination)
Contactless, non-destructive, inline-capable, and automatable
Applications
Fiber-reinforced plastics and lightweight construction (CFRP/GFRP)
Adhesive bonding and plastic welding
Metals and hybrids such as corrosion undercutting, wall thickness variations, composites, and coated sheets
Large structures such as rotor blades, car body outer panels, panels
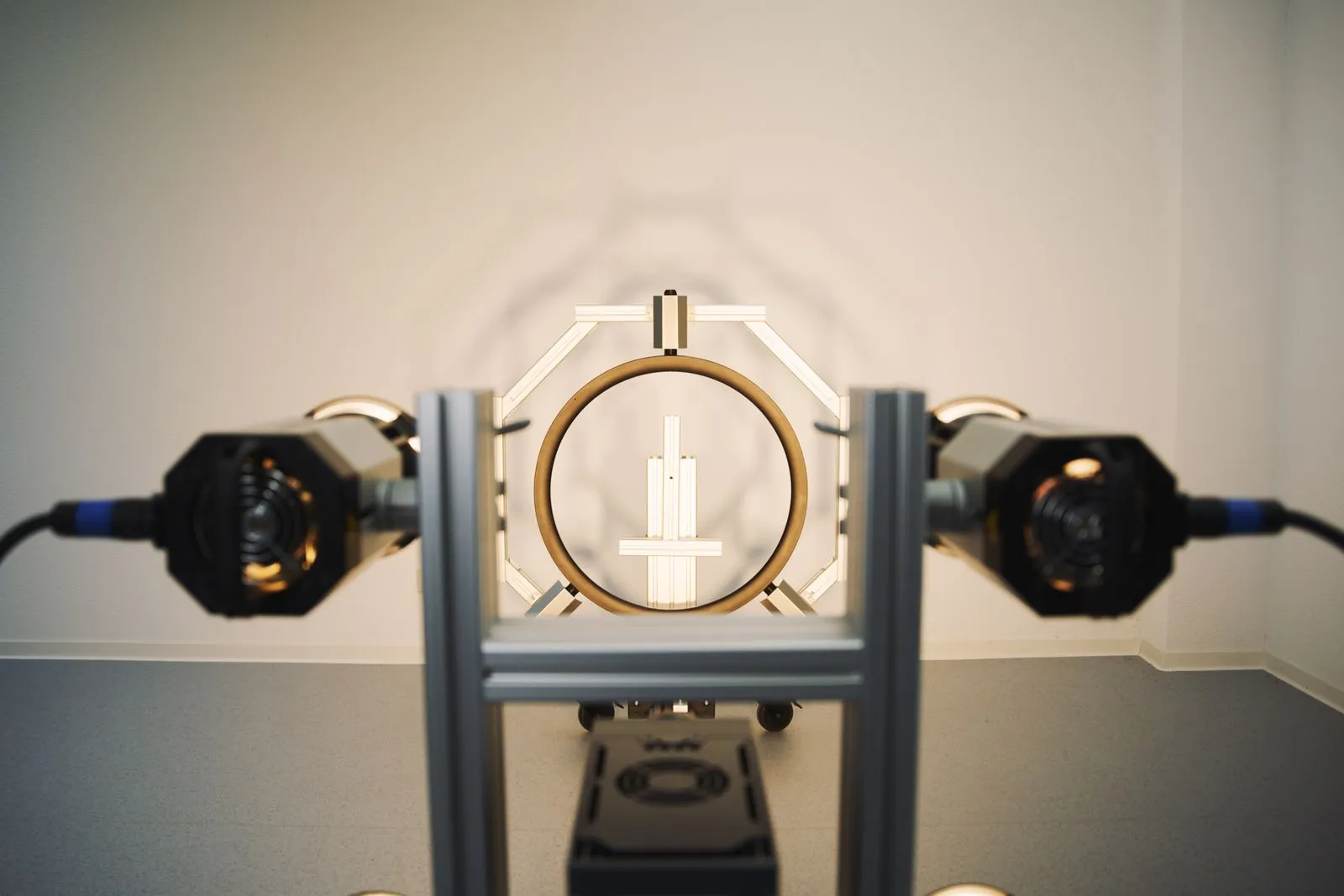
Test setup – movement
Note: Lock-in is the excitation method described on this page. Pulse (PTvis) and step (IR radiator) also belong to the optical family but are not described here in detail.
Select movement
Typical applications
- CFRP components (delamination, impact, porosity, insert bonding)
- structural adhesive joints (aerospace, automotive)
- layer/wall thickness measurement on coated metals
- corrosion under paint, plastic weld joints, rotor blades.
Benefits
A very high signal-to-noise ratio, precise depth resolution through long integration time or frequency sweep, and reproducible results make the system ideal for laboratory series and preliminary stages of inline inspection.
Typical applications
- Long adhesive seams at conveyor speed
- Large-area inspection (rotor blades, panels)
- Dynamic spot checks on large structures
Benefits
Significant time savings for large inspection areas; easy integration into robotic, portal, or axis systems.
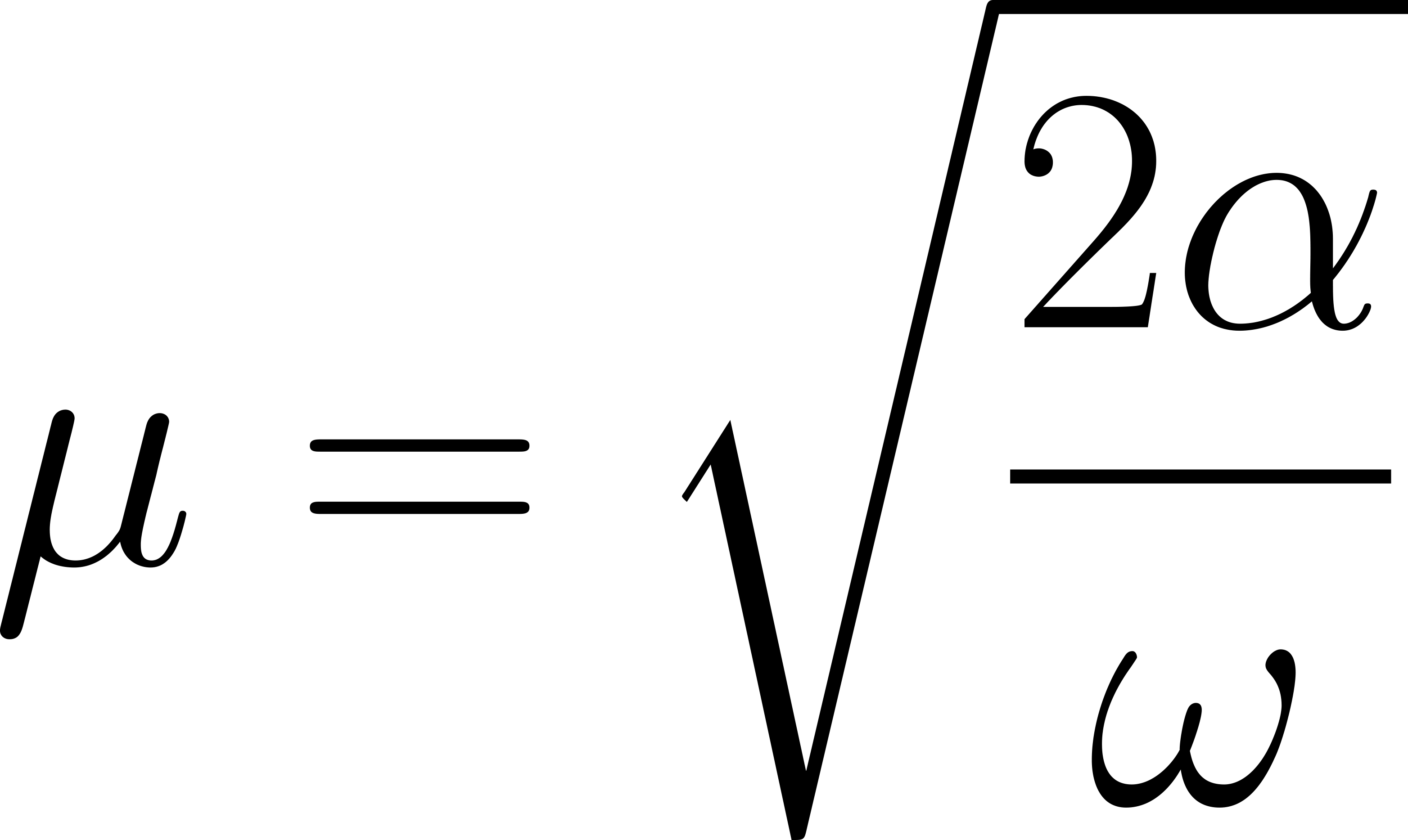
Calculation: Thermal diffusion length
The lock-in frequency determines how deeply the thermal wave penetrates into the material.
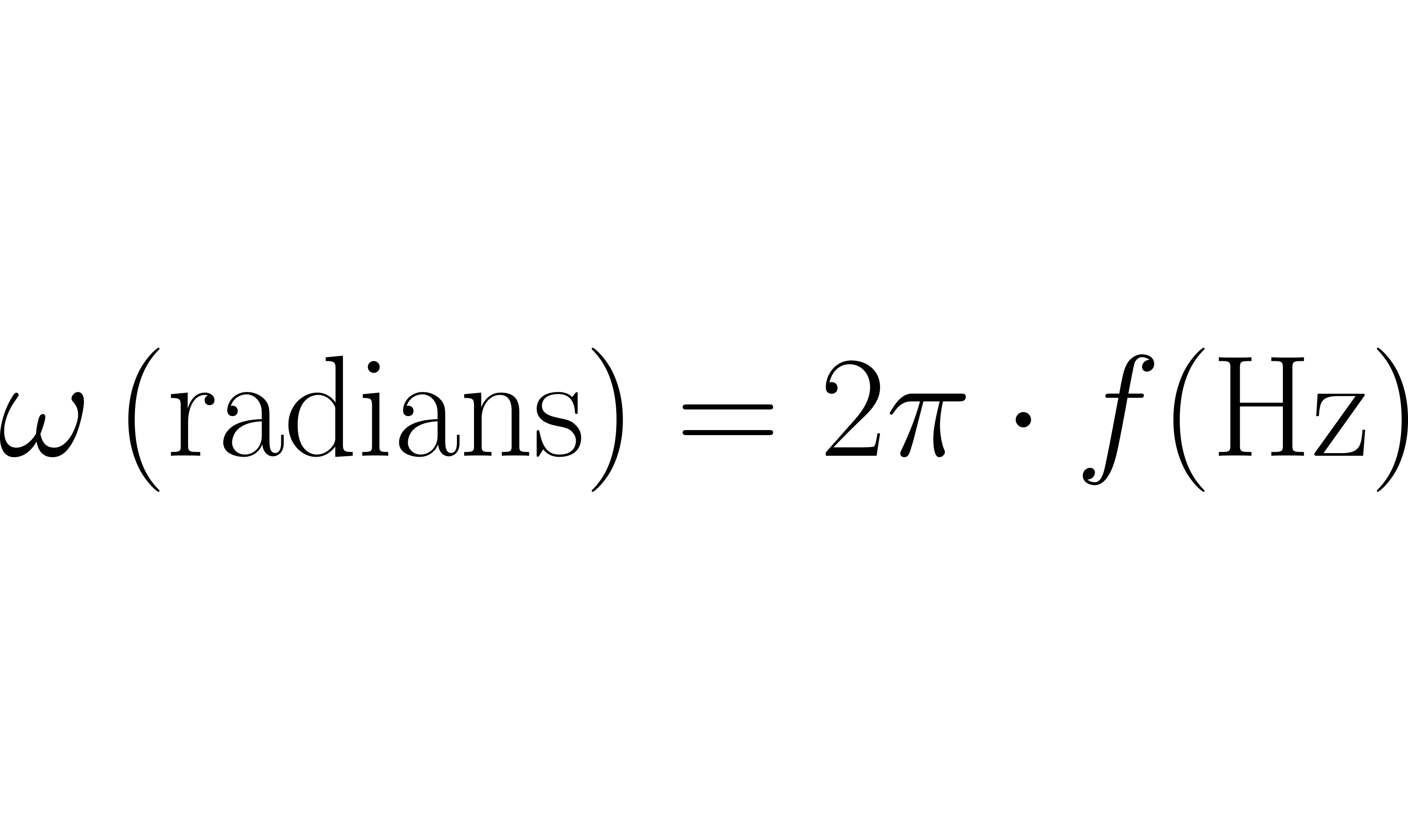
The decisive parameter for this is the thermal diffusion length μ, which depends on the thermal diffusivity α and the excitation frequency f.
Questions about lock-in thermography?
In a short initial consultation, we explain how thermography can support you effectively — clear, transparent, and without obligation.
FAQ
Our frequently asked questions — answered quickly and easily.