
Pulse thermography
Fast defect detection down to just below the surface
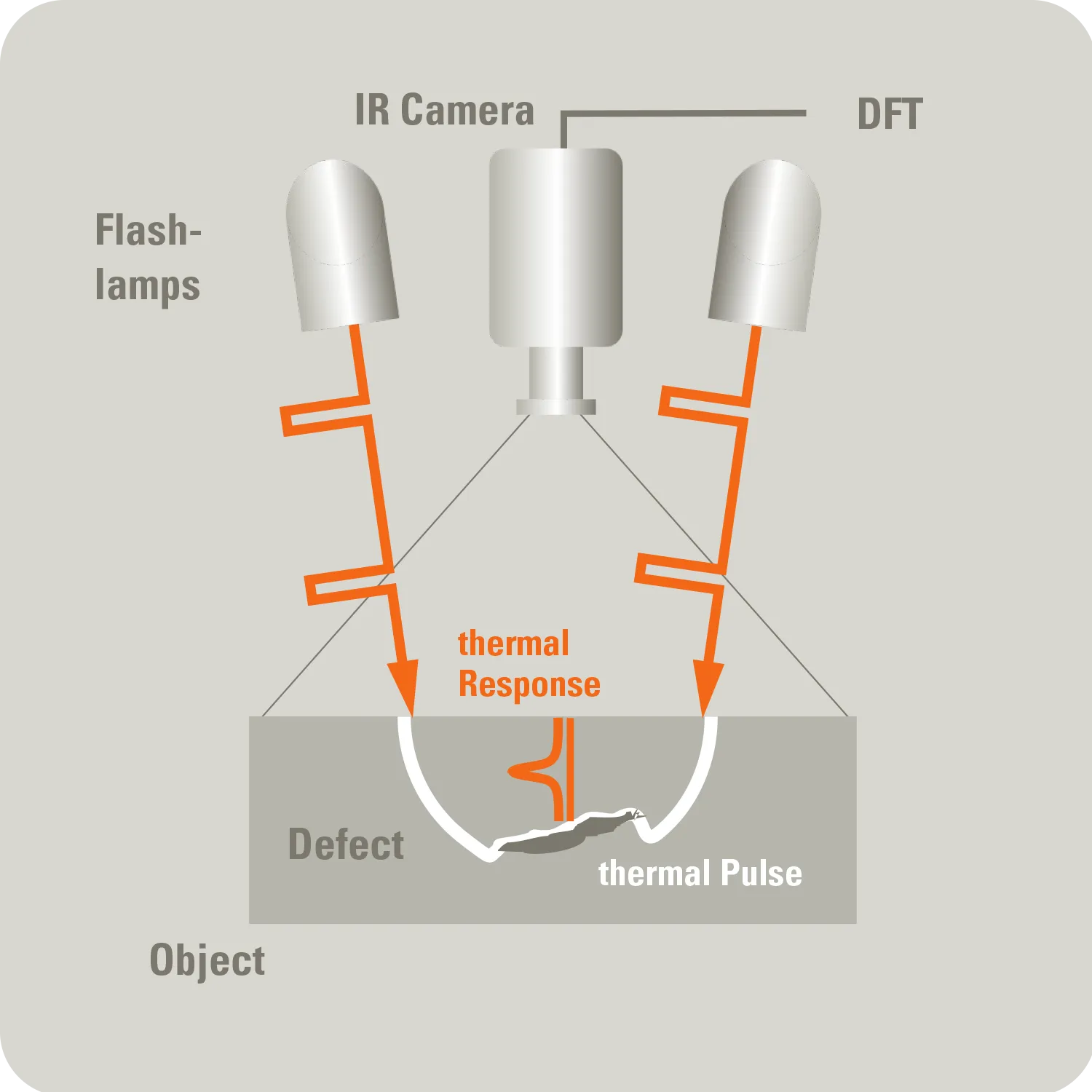
In pulse thermography, the component is excited with a short heat pulse, typically using flash lamps. An IR camera records the cooling as an image sequence. Defects alter the local heat flow and become visible in the transient. The evaluation provides contrast curves, reconstructed signal progression, and optionally phase images. Contactless. Non-destructive. Large-area.
What is pulse thermography? – Brief explanation
At delaminations, pores, or bonding interruptions, the cooling behavior changes. From the time sequence, meaningful defect contrasts are produced. Optionally, FFT is used to generate phase and amplitude images that reduce emissivity and illumination effects.
Benefits
Very short measurement time per test field. High area efficiency.
Large-scale, homogeneous excitation with flash lamps. A pulse covers a lot.
High defect contrast near surface Ideal for coatings and thin laminates.
Contactless and non-destructive. Simple setup, can be used both statically and dynamically.
Applications
Coatings and paints: infiltrations, adhesion defects
fiber composite: near-surface delaminations, porosity
Adhesive layers: breaks in thin laminates
metals/plastics: cracks, notches, corrosion-related inhomogeneities
Test setup – movement
Note:: Impulse is the type of excitation of this page. Lock-In (OTVis) and Step (IR radiator) belong to the same optical family, but are not discussed here.
Select movement
Typical applications
- Coating inspection, paint underfilm corrosion
- CFRP/GFRP face sheets, near-surface delaminations
- Adhesive interruptions in thin laminates
- Porosity and debonding in sandwich structures
- Cracks/hairline cracks near the surface
Benefits
Very short measurement time per field with large-area, homogeneous excitation and high surface contrast.
Typical applications
- Inline coating inspection on conveyor belts
- Rotational components with angle trigger
- Long adhesive seams in cycle operation
- Large panels in portal/robotic cells
Benefits
High throughput and inline capability with stable timing and reproducible image quality.
Questions about pulse thermography?
In a brief initial consultation, we clarify how we can support you with thermography in a meaningful way—clear, transparent, and non-binding.
FAQ
Our frequently asked questions — answered quickly and easily.